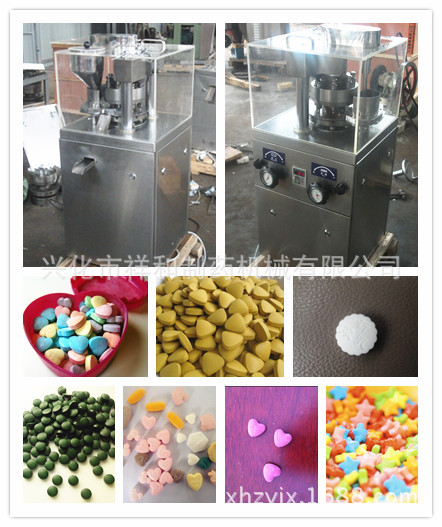
BY600薄膜包衣機、糖果裹衣機

荸薺式包衣機主要用於製藥工業中壓製成形的片、丸和顆粒的包衣,亦可用於食品工業中糖果機製或包衣。
包衣拋光後的糖衣片具有光亮的表麵,可防止氧化、受潮或揮發,又可遮蓋不適之味,使藥品便於識別及緩和在人體腸胃中的溶解作用。
參 數
型 號
|
BY600 |
鍋體直徑 (mm) | 600 |
生產能力 (Kg/小時) | 10-30 |
順 角α (可調) | 15°~ 45° |
鍋體轉速 ( r/min ) | 32 |
主電動機 | Y90S-4 0.75KW |
1400 r/min | |
外形尺寸(長×寬×高) | 660×960×1300 |
機器重量 (kg) | 115 |
工 作 原 理
鍋體順時針旋轉,對鍋內芯片分次噴復糖漿和混漿料,使糖漿混合料在芯片上均勻塗佈,並使糖衣片在鍋內翻滾,同事向鍋內通以熱風,去除片劑表麵水份而得到合格的糖衣藥片。
本機以合理的形狀,穩定的線速度使片劑在鍋內形成最佳物流曲線流,以滿足包糖衣的工藝要求。
包衣片生產出現的問題、原因和解決辦法
藥片表麵或邊緣衣膜裂紋 破裂、爆皮剝落 | ①、片芯吸潮膨脹 2、包衣液濃度低、粘度小 3、噴槍口被堵,包衣速度過慢 4、衣膜較脆;片床溫度忽高忽低 ⑤、片芯在鍋內滾動有滯留現象 | 1、防止片芯吸潮 2、選擇合適的濃度、粘度 3、檢修噴槍、提高包衣速度 4、改進包衣質量;保持片床溫度在一個相對恒定的范圍內 5、提高包衣鍋轉速或采用間歇操做 |
藥片邊緣磨損 | ①、片芯耐磨性差 ②、包衣機轉速太快,噴量太小 3、成膜速度慢 | 1、改進片芯質量 2、調慢轉速、增大噴量 3、提高成膜速度 |
衣膜出現“橘皮”皺折 | ① 包衣液濃度高、粘度大 ② 包衣液噴霧壓力低 ③ 噴量過大且溫度高 4、包衣粉配方不良 | 1、選擇合適的濃度、粘度 2、提高噴霧壓力 3、做相應調整 4、改進包衣粉配方 |
在片邊緣出現小凹坑(小針孔樣) 衣膜表麵“噴霜衣膜” 因軟化使片粘連、發脹等 | 1、 包衣粉配方不良 ②片床溫度過高“還會使衣膜粗度增加” | 1、改進包衣粉配方 2、調節好片床溫度 |
衣膜片麵有針孔 | 1、 片床溫度過高 2、素片有脫粉現象 | 1、調節片床溫度 2、改進素片質量 |
包衣片加速試驗貯運或過程中粉化、軟化、發粘、龜裂 | ①片芯設計不合理 ②防潮層防潮能力不足 3、包衣粉配方不合理 | 1、 改進片芯質量 2、 改進防潮層設計 3、 改進包衣粉配方 |
包衣片崩解時間延長 | ①片芯崩解劑選擇不當 2、包衣粉配方不合理 | 1、 選擇合適的崩解劑 2、 改進包衣粉配方 |
包衣片加速試驗過程中褪色 | 1、 包衣粉配方不當 2、色淀選擇不當 3、配製包衣液時沒有使用蒸餾水或所用的酒精、水中混有過多的金屬元素 ④片芯中的某組分與色淀發生相互作用 | 1、 改進包衣粉配方 2、 改進色淀的選擇 3、 配製包衣液時應使用蒸餾水,所用的酒精、水應少含有金屬離子 4、 改變片芯的組分或重新選擇其它色淀 |
片芯開裂兩片 | 1、 衣液固含量太小(對水敏感的片而言) ②、噴速過快使片過濕(同上) 3、片床溫度太高(對熱敏感而言) | 1、 調節包衣固含量 2、 降低噴霧速度 3、 控製片床溫度
|
【工作原理】
鍋體順時針旋轉,對鍋內芯片分次噴復糖漿+混漿料,使糖漿混合料在芯片均勻塗佈,並使糖衣片在鍋內翻滾,同時向鍋內通過熱風,去除片劑表麵水份而得到合格的糖衣的工藝原理。
主電動機通過三角膠帶傳動,鍋桿鍋輪減速使鍋體得到合理的轉速,鍋體運轉平穩,能自鎖。使用和保養
1、開機前必須檢查減速機器有否添加潤滑油,並至油標線上,機器各部分緊固件是否松動,擦凈鍋體。
2、電源接通應使鍋體作時針轉動,即三角帶傳動應和皮帶罩上標牌一致,空機運轉2分鐘,無異常現象即可投入工作。
3、糖衣鍋的傾角和裝置及物體交換性能有關,傾角為30º時生產效率和質量均較好。
【保 養】
1、應定期更換減速器潤滑油和添加滾動軸承處潤滑脂,潤滑油可六個月更換一次。
2、機器若較長時間不用應擦乾凈,用罩遮好。
3、不得隨意拆除皮帶防護罩,罩線盒等機件。
4、檢修電器應及時上好蓋板,保證安全使用。
5、機器必須接地。
糖衣是指用蔗糖為主要包衣材料的包衣,目前在國內外應用較廣泛。其包衣過程及材料介紹如下:
(1)隔離層(sealing) 是指在片心外包的一層起隔離作用的衣層,其作用是防止包衣溶液中的水分透入片心等,隔離層對糖衣片的吸潮性有重要作用。包隔離層材料常選用水不溶性材料,其防水性能好。常用者有Ⅳ號丙烯酸樹脂和玉米朊等,也有用Ⅱ號和Ⅲ號丙烯酸樹脂等等,以上材料在薄膜包衣材料中介紹。Ⅱ號和Ⅱ號樹脂是腸溶性材料,使用應很慎重,以免對崩解和藥物溶出等有不良影響。也可用HPMC、HPC等有機溶劑溶液包隔離層,還可用明膠等水溶液包隔離層,但其防潮性能不強。
(2)粉衣層(sub-coating) 是將片心邊緣的棱角包圓的衣層,即將已包隔離層的片心用適宜的潤濕粘合劑潤濕後,加入撤粉適量,使粘附在片劑表麵,重復以上操作若乾次,直到片心棱角消失。常用的潤濕粘合劑為明膠、阿拉伯膠及蔗糖的水溶液,也用上等材料的混合水溶液。撒粉則常用滑石粉、蔗糖粉等,有時還用白陶土、糊精等。
(3)糖衣層(smoothing and rounding) 是在粉衣層外用蔗糖包一層蔗糖衣,使其表麵光滑、細膩。醫學教育|網搜集整理常用適宜濃度的蔗糖水溶液。
(4)色糖衣層(colouring) 即在已包完糖衣層,表麵已平整光滑的片劑外,用加入適宜色素的蔗糖溶液潤濕粘附於表麵,乾燥而成色糖衣層,應選用食用色素,但可溶性色素易在片麵產生色斑,最好選用不溶性色素,例如“色淀”。色淀(Lake)又稱鋁色淀,是由吸附劑吸附色素製成的不溶性著色劑。國外有若乾型號(色澤),並可配合調色,並不產生色斑。也可用不溶性有色的化合物,如某些鐵的化合物等。
(5)光亮層(polishing) 是指在糖衣外塗上極薄的蠟層,以增加其光澤。國內一般用蟲臘,也可用其它蠟。
在使用包衣粉質量不變的情況下,包衣操作中常出現的問題及解決的方法如下:
1、粘片:主要是由於噴量太快,違反瞭溶劑蒸發平衡原則而使片相互粘連。出現這種情況,應適當降低包衣液噴量,提高熱風溫度,加快鍋的轉速等。
2、出現“桔皮”膜:主要是由於乾燥不當,包衣液噴霧壓力低而使噴出的液滴受熱濃縮程度不均造成衣膜出現波紋。出現這種情況,應立即控製蒸發速率,提高噴霧壓力。
3、“架橋”:是指刻字片上的衣膜造成標志模糊。解決的辦法是:放慢包衣噴速,降低乾燥溫度,同時應註意控製好熱風溫度。
4、出現色斑:這種情況是由於配包衣液時攪拌不勻或固體狀特質細度不夠所引起的。解決的方法是:配包衣液時應充分攪拌均勻。
5、藥片表麵或邊緣衣膜出現裂紋、破裂、剝落或者藥片邊緣磨損:若是包衣液固含量選擇不當、包衣機轉速過快、噴量太小引起的,則應選擇適當的包衣液固含量,適當調節轉速及噴量的大小;若是片心硬度太差所引起,則應改進片心的配方及工藝。
6、衣膜表現出現“噴霜”:這種情況是由於熱風濕度過高、噴程過長、霧化效果差引起的。此時應適當降低溫度,縮短噴程,提高霧化效果。
7、藥片間有色差:這種情況是由於噴液時噴射的扇麵不均或包衣液固含量過度或者包衣機轉速慢所引起的。此時應調節好噴槍噴射的角度,降低包衣液的固含量,適當提高包衣機的轉速。
8、衣膜表麵有針孔:這種情況是由於配製包衣液時卷入過多空氣而引起的。因而在配液時應避免卷入過多的空氣。



關於我們:

興化市祥和製藥機械有限公司是專業從事開發,生產,經營製藥機械的企業,是國傢裝備協會會員單位,公司擁有大批機械設計,加工及製藥工程領域的技術經驗。從產品開發。材料選擇到機械組件整個調試都有嚴格的管理程序控製,並已通過IS9001:2000質量管理體系認證。本公司註冊資本人民幣200萬元,註冊商標為“祥和”。 祥和製藥機械有限公司是一傢生產片劑設備的專業生產廠,擁有從鑄造、精加工到設備總裝的生產能力,是目前國內片劑設備生產發展最快的單位之一。
公司招才納賢,吸納瞭一大批經驗豐富的設備製造人才,不斷進行技術革新,引進消化、吸收國內外先進技術,以質量優,品種全,價格廉的產品投放於市場。目前,公司產品現已覆蓋全國各省市及十多個海外國傢。 公司生產的ZP-37壓片機、ZP35A壓片機、ZP35B壓片機、ZP35D壓片機、ZPW21A壓片機、ZP17D壓片機、ZP5A/7A壓片機,槽型混合機,粉碎機,顆粒機,糖衣機,烘箱,壓片機模,壓片機配件符合GMP標準。公司以質量求生存,以開拓求發展,以優質高效為宗旨,為客戶提供一流的片劑設備,一流的售後服務。公司還在全國各地設有經營服務點,讓用戶得到較好的售後服務。並以優質的產品,合理的價格來滿足用戶的需求。
——2008年度先進企業
——2008-2009年度被評為重合同守信用企業
——2009-2010年度被評為重合同守信用企業
——2010年度先進企業
——2010年度突出貢獻企業
——2011年被評為江蘇省AAA級品牌企業
——2011年祥和旋轉式壓片機通過國傢質量檢驗局的抽查
祥和公司以誠信的行事風格和高質的產品與客戶真誠合作,謀求雙贏;以堅持不懈的努力,與時俱進的精神力創更加輝煌的未來。
親們,歡迎您給予我寶貴的意見和建議,我也將仔細的答復您所提出的一切問題,謝謝!


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。