彈簧鋼
| 彈簧鋼::欲瞭解更多請點擊 |
歡迎和我聯系,獲得最新報價! 主營【65Mn彈簧鋼板】,【65Mn彈簧鋼帶】,【65Mn彈簧鋼】,彈簧鋼片,彈簧鋼線,進口耐高溫彈簧鋼帶,光亮彈簧鋼板,全硬彈簧鋼圓棒,高回彈力彈簧鋼線,平整彈簧鋼板,電鍍彈簧鋼帶,耐磨鍍鋅線,彈簧鋼鍍鋅線,熱處理彈簧鋼帶,彈簧鋼扁條,彈簧鋼扁線,高彈力彈簧鋼絲,韌性彈簧鋼板,耐沖壓彈簧鋼圓棒,耐腐蝕彈簧鋼線材,折彎軟錳片,高錳耐磨鋼板,國產彈簧鋼,碳素彈簧鋼,合金彈簧鋼,美國芬可樂彈簧鋼,日本住友彈簧鋼,德國彈簧鋼,韓國彈簧鋼等品牌彈簧鋼,提供彈簧鋼規格 ,彈簧鋼規格 ,彈簧鋼性能,彈簧鋼用途,彈簧鋼生產廠傢,彈簧鋼成分,彈簧鋼材質,彈簧鋼牌號對照,彈簧鋼淬火,彈簧鋼熱處理方式,彈簧鋼硬度,彈簧鋼供應商,彈簧鋼標準,彈簧鋼有哪些型號......
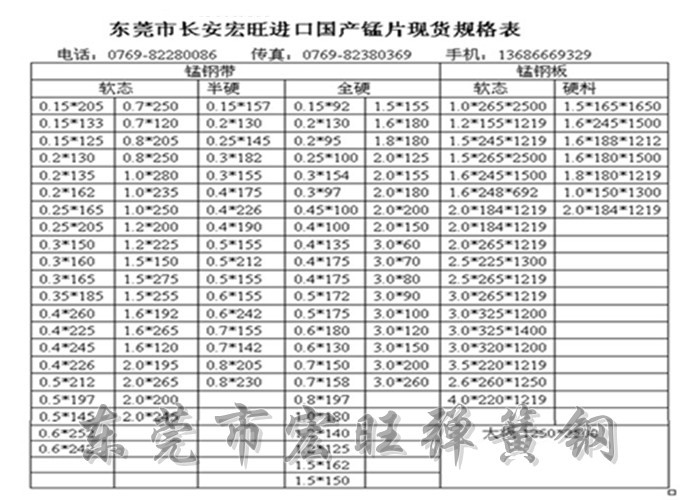
規格范圍如下: 彈簧鋼板/卷:厚度0.1~10.0mm 寬度:1219mm 長度:2500mm 彈簧鋼絲:0.13-13.0mm 彈簧鋼棒:5.0-150mm 鋼帶規格:厚度從0.15mm-3.00mm,寬度3mm-365mm, 鋼帶硬料厚度0.15mm-3.00mm,寬度3mm-330mm。硬料鋼帶表面可以拋光、發藍、發黃處理。 彈簧鋼現貨規格:帶鋼、鋼絲、中厚板、板材、元棒、方棒、扁鋼、六角棒。(宏旺) 供貨硬度:軟料:HV190以下 半硬:HV240-280 全硬:HRC42-60 表面光亮無瑕疵,淬火後硬度高,韌性好,不易折斷,歡迎有需求的客戶洽談訂購。 |






| 彈簧鋼現貨實力供應:欲瞭解更多請點擊 |
| 彈簧鋼的概念:彈簧鋼是指由於在淬火和回火狀態下的彈性,而專門用於制造彈簧和彈性元件的鋼。鋼的彈性取決於其彈性變形的能力,(宏旺金屬)即在規定的范圍之內,彈性變形的能力使其承受一定的載荷,在載荷去除之後不出現永久變形。 彈簧鋼的特點:彈簧主要在動載荷下工作,即在沖擊、振動的條件下或交變應力作用下工作,利用彈性變形來吸收沖擊能量,起緩沖作用。(宏旺金屬) 彈簧在沖擊、振動或長期交應力下使用,所以要求彈簧鋼有高的抗拉強度、彈性極限、高的疲勞強度。 彈簧鋼的特性:彈簧鋼應具有優良的綜合性能,如力學性能(特別是彈性極限、強度極限、屈強比)、抗彈減性能(即抗彈性減退性能,又稱抗松弛性能)、疲勞性能、淬透性、物理化學性能(耐熱、耐低溫、抗氧化、耐腐蝕等)。為瞭滿足上述性能要求,-宏旺彈簧鋼具有優良的冶金質量(高的純潔度和均勻性)、良好的表面質量(嚴格控制表面缺陷和脫碳)、精確的外形和尺寸。 宏旺金屬在工藝上要求彈簧鋼應具有較好的淬透性和低的過熱、脫碳敏感性。降低彈簧表面粗糙度能提高疲勞壽命。(宏旺)為瞭獲得所需的性能,彈簧鋼必須具有較高的含碳量。碳素彈簧鋼即含碳量WC在0.6%-0.9%范圍內,由於碳素彈簧鋼的淬透性差,故隻用於制造截面尺寸不超過1.-15mm的彈簧。對於截面尺寸較大的彈簧必須采用合金彈簧鋼,合金彈簧鋼含碳量在0.45-0.75%之間,加入的合金元素有Mn,Si,W,V,Mo等,它們的作用是提高淬透性和回為穩定性,強化鐵素體和細化顆粒,有效地改善彈簧鋼的力學性能,其中Cr、W、Mo還能提高鋼的高溫強度。(宏旺)近年來,結合我國資源,並根據汽車、拖拉機設計新技術的要求,研制出在矽錳鋼基礎上加入硼、鈮、鉬等元素的新鋼種,延長瞭彈簧的使用壽命,提高瞭彈簧質量。 彈簧鋼的用途:彈簧鋼精度高、韌性好、耐磨性好、質量穩定。 主要的彈簧鋼類,用途很廣,可制造各種中等截面<25mm的重要彈簧,如汽車、拖拉機板簧、螺旋彈簧等60Si2Mn 55Si2MnB 55SiMnVB Cr系 50CrVA淬透性優良、回火穩定性高、脫碳與石墨化傾向低;綜合力學性能佳,有一定的耐蝕性,含V、Mo、W等元素的彈簧具有一定的耐高溫性;由於均為高級優質鋼,故疲勞性能進一步改善用於制造載荷大的重型大型尺寸(50~60mm)的重要彈簧,如發動機閥門彈簧、常規武器取彈鉤彈簧、破碎機彈簧;耐熱彈簧,如鍋爐安全閥彈簧、噴油嘴彈簧、氣缸脹圈等。 彈簧鋼鋼帶產品適用於減振器閥片、離合器膜片彈簧、冷氣壓縮機閥片、針織機配件、沉降片、哈負片、織針、生克片、各種印刷刮刀、環形帶刀等、五金沖壓彈片,彈簧、發條、拉伸件,反彈簧高質量要求產品。 |
| 65Mn彈簧鋼化學成分: 0769-82280086 張女士 | ||||||||||||||||||||||||
| ||||||||||||||||||||||||
| 65Mn彈簧鋼力學性能:欲瞭解更多請點擊 | ||||||||||||||||||||||
| ||||||||||||||||||||||
| 65Mn彈簧鋼其它信息: 0769-82280086 張女士 |
彈簧鋼熱處理方式: 由於彈簧經常承受振動和長期在享變應力作用下工作,主要是疲勞破壞,故彈簧鋼必須具有高的彈性極限和高疲勞極限。此外,還應有足夠的韌性和塑性,以防止在沖擊力作用下突然脆斷。 在工藝性方面,彈簧鋼應具有較好的淬透性和低的過熱、脫碳敏感性。降低彈簧表面粗糙度能提高疲勞壽命。 為瞭獲得所需的性能,彈簧鋼必須具有較高的含碳量。碳素彈簧鋼的含碳量在0.6-0.9%之間,由於碳素彈簧鋼的淬透性差,故隻用於制造截面尺寸不超過10-15mm的彈簧。對於截面尺寸較大的彈簧,必須采用合金彈簧鋼。合金彈簧鋼碳含量在0.45-0.75%之間,加入的合金元素有Mn ,Si ,W ,V ,Mo等。它們的主要作用是提高淬透性和回火穩定性,強化鐵素體和細化晶粒,有效地改善彈簧鋼的力學性能,其中Cr ,W ,Mo還能提高鋼的高溫強度。 在熱狀態下成型的彈簧(直徑或厚度一般在10mm以上) 在冷狀態下成型的彈簧(直徑或厚度一般在10mm以下) 熱成型彈簧的熱處理工藝--用這種方法成型彈簧多數是將熱成型和熱處理結合在一起進行的,而螺旋彈簧則大多數是在熱成型後再進行熱處理。這種彈簧鋼的熱處理方式是淬火+中溫回火,熱處理後組織為回火托氏體。這種組織的彈性極限和屈服極限高,並有一定的韌性。 冷成型彈簧的熱處理工藝--對於用冷軋鋼板、鋼帶或冷拉鋼絲制成的彈簧,由於冷塑性變形使材料強化,己達到彈簧所要求的性能。故彈簧成型後隻需在250C左右范圍內,保溫30min左右的去應力處理,以消除冷成型彈簧所產生的內應力,並使彈簧定型即可。 耐熱彈簧鋼的熱處理--內燃機的氣閥彈簧是在較高溫度下工作,有的還存在腐蝕性氣氛,因此必須選用特殊的彈簧鋼和合適的熱處理規范。 操作註意事項: (1)熱處理前檢查表面是否有脫碳、裂紋等缺陷。這些表面缺陷將嚴重地降低彈簧的疲勞極限。 (2)淬火加熱應特別註意防止過熱和脫碳,做好鹽浴脫氧,控制爐氣氣氛,嚴格控制加熱溫度與時間。 (3)為減少變形,彈簧在加熱時的裝爐方式,夾具形式和冷卻時淬入冷卻方法。 (4)淬火後要盡快回火,加熱要盡量均勺。回火後快冷能防止回火脆性和造成表面壓應力,提高疲勞強度。 質量檢查 熱處理前 (1)鋼材的軋制表面往往就是制成彈簧後的表面,故不應有裂紋、折疊、斑疤、發紋、氣泡、夾層和壓入的氧化皮等。 (2)表面脫碳會顯著降什彈簧的疲勞強度,應按規定檢驗脫碳層的深度。 熱處理後 (1)肉眼或低倍放大鏡觀察彈簧表的不應有裂紋、腐蝕麻點和嚴重的淬火變形。 (2)硬度及其均勻性符合規定。大量生產時,允許用銼刀抽檢硬度,但必須註意銼痕位置應不影響彈簧的最後精度。 (3)金相組織應是托氏體或托氏體和索氏體的混合組織。 (4)板簧裝配後,通常還要進行工作載荷下的永久變形以及靜載撓度試驗。 彈簧淬火時缺陷及措施: (1)脫碳(降低使用壽命)--1、采用鹽浴爐或拄制氣氛加熱爐加熱。2、采用快速加熱工藝。 (2)淬火後硬度不足,非馬氏體數量較多,心部出現鐵素體(產生和殘存變形,降低使用壽命)--1、選用淬透性較好的材料。2、改善淬火冷卻劑的冷卻能力。3、彈簧進入冷卻劑的溫度應控制在Ar3以上。4、適當提高淬火加熱溫度。 (3)過熱(脆性增加)--1、嚴格控制成型及淬火加熱溫度。2、加強淬火時的金相檢驗。 (4)開裂(脆性增加,嚴重降低使用壽命)--1、控制淬火加熱溫度。2、淬火時冷到250-300C時,取出空冷。3、及時回火 提高彈簧質量的措施: (1)形變熱處理--將鋼的變形強化與熱處理強化兩者結合起來,以進一步提高鋼的強度和韌性。形變熱處理有高、中、低溫之分。高溫形變熱處理是在奧氏體狀態下產生形變後立即淬火,也可與鍛造或熱軋結合起來,即熱成型後立即淬火。形變熱處理己應用於汽車板簧生產中。 (2)彈簧的等溫淬火--對於直徑較小或透透性足夠的彈簧可采用等溫淬火,它不僅能減少變形,而且還能提高強韌性,在等溫淬火後最好再進行一次回火,可提高彈性極限,回火溫度與等溫淬火溫度相同。 (3)彈簧的松弛處理--彈簧長時間在外力作用下工作,由於應力松弛的結果會產生微量的永久(塑性)變形,特別是高溫工作的彈簧,在高溫下應力松弛現象更為嚴重,使彈簧的精度降低,這對於一般精密彈簧是不允許的。因此,這類彈簧在淬火,回火後應進行松弛處理--對彈簧預先加載荷,使其變形量超過彈簧工作時可能產生的變形量。然後在高於工作溫度20C的條件下加熱,保溫8-24h。 (4)低溫碳氮共滲--采用回火與低溫碳氮共滲(軟氮化)相結合的工藝,能顯著提高彈簧的疲勞壽命及耐蝕性,此工藝多用於卷簧。 (5)噴丸處理--劃痕、折疊、氧化脫碳等表面缺陷往往會成為彈簧工作時應力集中的地方和疲勞斷裂源。若用細小的鋼丸高速噴打彈簧表面,不僅改善彈簧表面質量,提高表面強度,並使表面處於壓應力狀態,從而提高彈簧疲勞強度和使用壽命 |
購買本公司流程: 欲瞭解更多請點擊 |
板:一張起賣,可剪板,貼膜,200公斤以上免費送貨 絲(線):5公斤起, 2.如需要分條,10kg起訂,10-50公斤收分條費50元 3.50公斤以上免費分條。(8.0以上勻可分條) 1.關於付款:廣東省內可快遞代收貨款,跨省款到發貨。本公司強烈推薦雙方簽訂合同。如果賣傢在線,請買傢與賣傢確定送貨方式與付款方式;如果賣傢不在線,請即時電話聯系。13686669329 張女士 2.關於運輸:收到貨(快遞當場驗貨,發現材料數量與訂購單不符合,或材料嚴重變形,損壞有問題請拒收),發現問題請及時聯系我們客戶協商解決! 3.關於物流:如果物流發貨5天內還沒到達,請直接聯系我們的售後服務,並且報上快遞公司及單號,我們會幫您咨詢詳細情況。(宏旺) 4.發貨時間:買傢在下單後盡快與我們取得聯系,在確認貨款到賬後迅速出貨。對貨運公司的選擇由買傢和賣傢共同協商,讓買傢能盡快收到貨。 5.公司宗旨:為買傢提供最優質的產品,最優質的服務,最優惠的價格。 6.售後服務:客戶如對材料質量有任何異議,可與我司項目經理溝通。我司技術支授部可提供加工及使用建議。如確定是我司質量問題,請貴司盡量保持材料完整不被使用,我司可以退換貨。一般售後響應時間在2天內給予回復及處理。 |
| 彈簧鋼聯系方式: 0769-82280086 張女士 |
公司名:東莞市宏旺金屬材料行 聯系人:張女士 聯系地址:東莞市長安鎮湧頭宜安街南九巷 電話:0769-8228 0086 手機:136 8666 9329 傳真:0769-8238 0369 QQ:118 661 0055 EMAIL:[email protected] ID:dghwjs 阿裡巴巴網址:http://hongwangjs.cn.1688.com/
宏旺公司客服在線:宏旺客服一 |

| 宏旺公司信息: 0769-82280086 張女士 |
東莞宏旺公司主營進口高優質彈簧鋼、進口彈簧鋼板、進口彈簧鋼圓棒、進口彈簧鋼帶材、進口彈簧鋼線材、進口彈簧鋼絲、浙江彈簧鋼、江西彈簧鋼、國內彈簧鋼加工、進口沖壓不銹鋼彈簧鋼、拉伸彈簧鋼、耐高溫彈簧鋼、矽鋼片沖壓彈簧鋼、進口彈簧鋼圓鋼、沖壓不銹鋼鎢鋼、耐疲勞彈簧鋼、高彈力彈簧鋼、進口琴鋼絲、提供材質證明及歐盟環保報告! 宏旺公司所在地址
|



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。