




壓鑄機傳統的熔煉加熱方式
壓鑄機傳統的熔煉加熱方式主要有三種:
●使用燃燒油(柴油)的方式熔煉加熱
●使用燃燒煤炭的方式熔煉加熱
●使用電阻發熱管的方式熔煉加熱
傳統熔煉加熱方式對比:
加熱方式 | 優點 | 缺點 |
煤炭§燃油(柴油) | ●設備簡單,投資少 ●應用成熟,普及率高 | ●使用成本高 ●作業環境不符合環保要求,安全性能差 ●熱效率比較低 |
電阻發熱管 | ●應用簡單 ●成本低廉 | ●接觸式加熱會對加熱對象造成污染 ●故障率高,使用壽命短,維護成本高 ●加熱效率很低 |
電磁感應加熱利用在壓鑄機加熱熔煉上的應用原理:
感應加熱是利用磁場耦合,采用非接觸方式通過坩堝自身發熱,從而使坩堝內的金屬熔化,可以實現95%以上的電熱轉化率,坩堝一般為鐵和石墨等導磁材質制線。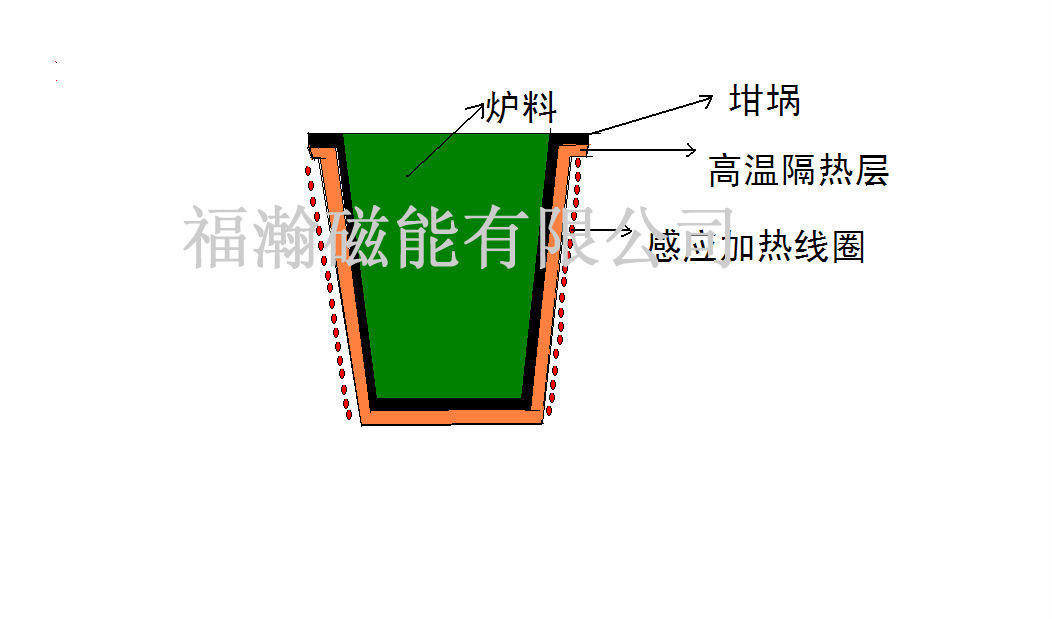
壓鑄機上采用感應加熱方式熔煉鋅合金、鋁合金方案特點:
◆高效率,低能耗
◆加熱溫度精確,有效杜絕因超溫造成合金揮發
◆加熱速度快,縮短熔化時間,提高生產效率
◆非接觸式加熱方式,極大的降低瞭合金熔液中的雜質
◆作業環境符合環保要求
◆易於實現加熱工程自動化
◆延長坩堝使用壽命
壓鑄機上采用感應加熱方式熔煉鋅合金、鋁合金方案要求:
產品名稱:壓鑄機熔爐
可熔范圍:鋅合金、鋁合金、鎂合金、錫
主要行業:壓鑄機熔爐
爐壁厚:40MM (鑄鐵)或8MM(430不銹鐵)
裝載量:200-2000公斤(超出可另行方案)
輸入電壓:3相、380V
輸入頻率:50HZ /60HZ
額定溫度:600攝氏度(600攝氏度以上可訂做)
額定功率:20KW—80KW(超出功率可定做)
熔解率(以30KW—350kg計算):(冷爐)溶解時間≤1.5小時/爐,最快的1小時。
溫控精度:±5攝氏度
加熱方式:電磁感應加熱
組成部分:控制系統、配電系統、加熱系統
產品類別:節能工程
每年節能:200×30×12=72000元,節能達50%(以30KW—350kg算,功率和容量越大,節電效果越明顯)
(每天以工作14小時計算,比燃油熔料至少節約200元,最少能為客戶節約50%的成本)
產品特點:代替傳統的明火和電阻絲加熱方式,使用更節能,更高效,更環保,更安全。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



