脹套的安裝、拆卸一般要求
1、安裝:脹套在出廠時已塗瞭潤滑油,可直接安裝使用。
安裝時首先在另件的法蘭的螺孔中擰入三個螺栓沿圓周均佈,將內套、外套頂開。然後將脹套放到設計位置的轂孔中,使用測力板手擰緊螺栓,擰緊的方法是每個螺栓每次隻擰到額定力矩的1/4,擰緊的次序以開縫處為界,左右交叉對稱依次先後擰緊,確保達到額定力矩值。
2、拆卸:拆卸時先將全部螺栓放松幾圈。然後在拆卸的螺孔內交叉地擰入螺栓頂松脹套。
3、防護:安裝時防止脹套污染,嚴禁使用MoS2油。在露天作業或工作環境較差的機器上,應定期在外露的脹套端麵及螺栓上塗防銹油脂,應選用防銹性較好的脹套型式。
Z1型脹緊套由內外錐環組成。結構緊湊輕巧,適用於安裝空間較小的場合。可以代替各種鍵聯結或過盈配合聯結使用。為傳遞較大載荷可采用多對脹套,單側壓緊不超過4對環,雙側壓緊可達8對環,且對中性好。
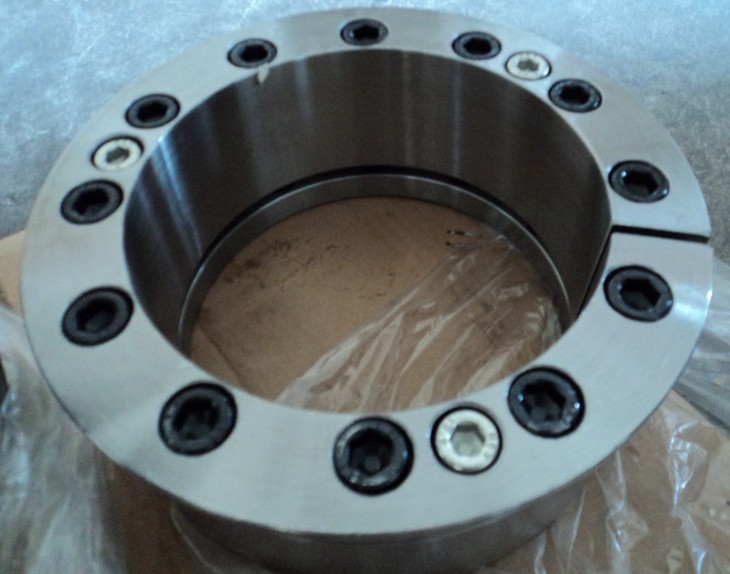
Z2型脹緊套由一個開口的雙錐內環,一個開口的雙錐外環和兩個雙錐壓緊環組成。用內六角螺栓擰緊,擰緊時彈性環沒有相對於軸轂的軸向移動,與Z1型比較,同樣壓緊力能產生更大的徑向壓力,傳遞更大的載荷。為便於拆卸,在一個壓緊環上有拆卸用螺孔,沿圓周共有2~4處。廣泛應用於包裝、印刷、紡織、機床等機械上。
Z3型脹緊套內外錐環用內六角螺栓擰緊,能傳遞較大載荷,並且一個錐環上有拆卸螺紋孔;Z3型結合麵較長,對中性好,適用於旋轉精度要求較高和傳遞大載荷的場合。
Z4型脹緊套由錐度不同的開口雙錐內環與開口雙錐外環及兩個雙錐壓緊環組成,用內六角螺栓鎖緊。與Z2型比較,結合麵長,對中精度高,用於旋轉精度要求較高和傳遞較大載荷的場合。
Z5型脹緊套與Z4型比較各錐環錐度相同,且內環中間有凸緣,便於拆卸。Z5型結合麵較長,錐度較小,用於傳遞較大載荷和對中精度要求較高的場合。
相對於Z2型,Z6型更適用於傳遞扭矩和軸向載荷較大的場合。
螺旋
Z7型脹套是一種軸與軸套之間的無鍵聯結裝置,此裝置可從外部對軸套施加夾緊力,使軸與軸套之間形成機械壓縮配合,而傳遞扭矩,脹套本身不傳遞任何力矩及負荷.
Z8型脹緊套適用於軸和軸上零件的聯結,以傳遞扭矩,軸向力。
Z8型鎖緊聯結盤螺釘的機械性能等級為12.9級。
Z9型脹緊套常用於帶式輸送機驅動滾筒體的聯結。
Z10型脹緊套適用於軸和軸套之間的無鍵聯結裝置可從外部對軸套施加夾緊力,使軸與軸套之間形成機械壓縮配合,而傳遞扭矩,脹套本身不傳遞任何力矩及負載,容易安裝、拆卸。
Z11型脹緊套定位精度高,轂孔簡單,應用廣泛。
Z12型脹緊套適用於軸和軸上零件的聯結,以傳遞扭矩,軸向力二者的復合負載。
Z13型脹緊套內外錐環用內六角螺栓擰緊,結合麵較長,且對中性好,適用於旋轉精度要求較高和傳遞較大載荷的場合。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。