一、主要技術指標
1、供電電源:220V(AC)±10%;50Hz/60Hz;2A。
2、適用范圍:單、復膜底封、熱切底封、全自動機及其他需定長位置控制的設備(包括醫藥包裝)。
3、膠輥直徑:0~99.99mm
4、定長長度:0~9999mm
5、速度:0~300段/分,定長長度不同則速度不同。
6、整本數0~999段
7、批數:0~9999段
8、外形尺寸:335mm(寬)×155mm(高)×200mm(深)
9、重量:2kg
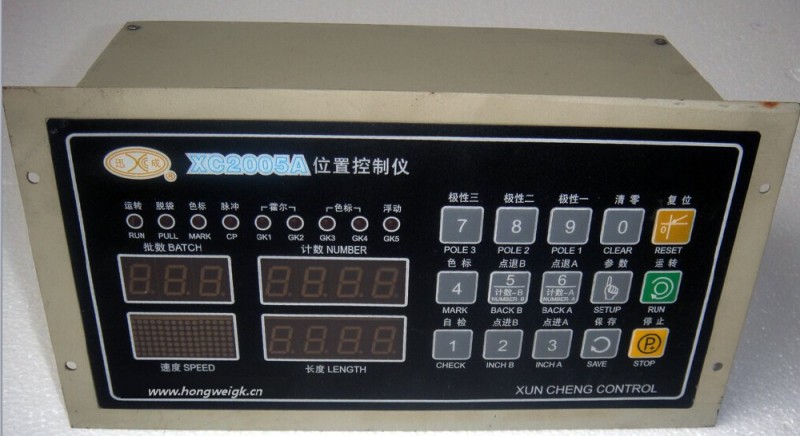
二、控制系統麵板
XC2001位置控制機
工作 超速 繼電器 色 自檢 脈沖 霍爾1 霍爾2 光電1 光電2 清零
RUN OVER PULL COLOR AUTO CP GK1 GK2 GK3 GK4 CLEAR
停止 復位 自檢
STOP RESET AUTO
批數BATCH 計數NUMBER
啟動 色COLOR
RUN 白WHITE
速度SPEED 長度LENGTH
三、操作
系統為實時控制,參數設置後立即被執行,不需要按復位鍵
- 1. 打開電源,使系統處於通電狀態。
- 2. 使用 上下循環移動設定參數項目。
L:長度,5-3500mm
U:主機速度,0-500(對應電壓0-10V)
n:整本數,1-9999,提前5個報警,當計數到n時,繼電器輸出,計數歸零,批數加1。
H:色帶補償量,0-49,設定00一直找色標,找到為止;設定01-49在有效范圍內找色標,連續三次找不到,超速停機。
F:密碼,輸入正確密碼(21)後,可修改以下參數:
┤:膠輥直徑,0.0-199.9,(電機步矩角為0.6度)
當電機步矩角不等於0.6度時,設置膠輥直徑d=實際膠輥直徑*步矩角/0.6
├:=0,普通機; =1,不停主機整本機;
=2..9停主機整本機,到達整本數時停1.5-5秒。
├:第二步進選擇,單步進,設定為0;
雙步進,白帶或使用浮動輥時=0,色帶使用光電=1。
├:步進曲線設置:0(最快)-8(最慢)
┤:高頻限制,0(通常設定為0,不限制);01-99(高頻頂部限制1%-99%)
┤:壓棧值(0-20),一般設定為0
├:第二步進多走步數,0-99,一般設定為0
┤:第二步進遇到浮動輥時少走步數,10-999, 一般設定為10
┐:送料速度,0-99,對應電壓0-10V
│:倍燙次數,0-9,不用請設為0
├:燙壓時速度,選0與主機U相同;01-99輸出電壓0.1-9.9V
- 3. +: 被修改值增量,按一次遞增一個自然數。計數狀態時主機增速。
- 4. -: 被修改值減量,按一次遞減一個自然數。計數狀態時主機減速。
- 5. 啟動:啟動主電機。
- 6. 停止:高位停止主電機。
- 7. 色、白:“色”為印刷制品,需用色標光電跟蹤色標;“白”為制空白制品,即定長制作。
- 8. 自檢:在“停止”狀態,按點進系統自動設定拖料長度。
- 9. 清零:短時間按此鍵,清計數值為0;按此鍵3秒,清批數值為0。
10.復位:系統恢復至初始狀態。因為系統實時控制,建議不使用該鍵。
- 11. :點進,初始調整時,慢進制品料。
- 12. :點退,初始調整時,慢退制品料。
四、控制箱外部接線
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 |
標號 | 功能 | 標號 | 功能 |
1,2 | 主電機繼電器常開觸點(JD1) | 17 | 放料模擬信號(DACB) |
3,4 | AC220V電源 | 18 | 主電機模擬信號(DACA) |
5 | +24V地 | 19 | CCW步進方向信號 |
6 | +24V | 20 | CP2第二步進脈沖信號 |
7,8 | +12V地 | 21 | CP1第一步進脈沖信號 |
9,10 | +12V | 22 | KRUN外接啟動按鈕,對12GND常開聯接 |
11 | 蜂鳴器輸出信號(JD7) | 23 | KSTOP外接停機按鈕 |
12 | 沖孔輸出信號(JD6) | 24 | GK4浮動輥信號/第二色標光電 |
13 | 沖孔輸出信號(JD5) | 25 | GK3第一色標光電 |
14 | 倍送輸出信號(JD4) | 26 | GK2邏輯采樣2 |
15 | 倍送輸出信號(JD3) | 27 | GK1邏輯采樣1 |
16 | 拖袋輸出信號(JD2) | 註:第17,18項訂貨時需說明,否則無。 | |
五、輸出信號外接方式
12V IN
輸出信號 OUT
六、邏輯采樣傳感器(霍爾開關)關系圖
GK1 GK2
A
旋轉方向 B A’
約300°
D D 主傳動軸
C 主傳動軸 旋轉方向
約250° GK4
A開始拖料位置,此時切刀向上運動,剛離開底刀,步進電機可順利地將被制料送出(圖1)。
B高位停機位置,此時切刀向上運動,剛到最高點,停機可使燙切刀不致於破壞被制料(圖2)。
C拖料極限位置,此時切刀向下運動,剛到底刀處,此時步進電機不能再送料,否則,被制料會堵於刀內或拉斷(圖3)。
D整本脫袋位置,此時切刀向下運動,剛到最低點,整本機在此位置將拉針拔出,再把整本制品推出(圖4)。
A’取樣邏輯位置,位於A與D之間。
傳感器霍爾開關磁鋼,註意有正反方向。
切刀 切刀 切刀 切刀
底刀 底刀 底刀 底刀
圖1 圖2 圖3 圖4
七、外接附件
1、 霍爾開關:紅 +12V;黑 GND;黃 輸出OUT
2、 色標光電:紅 +12V;黑 GND;白 輸出OUT
3、 交直流固態繼電器:CTRL 輸入(控制);LDAD 輸出
4、 蜂鳴器:紅 +12V;綠 蜂鳴器信號





批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。