SMT-24083 116兼容型卡盤四聯組合使用(未塗層)(氣動)
重復定位:單獨使用<0.002mm;組合使用<0.005mm
夾持方式:彈簧力
打開氣壓:最小 6.5Pa
加持力:單獨使用 10000N;組合使用 40000N
SMT-24083-A(卡盤): 未熱處理鋼材 防銹
SMT-24082-B(底板): 熱處理鋼材 防銹
距離:安裝距離 150mm
氣動:2組開關控制4個卡盤
安裝:A客戶可自行打安裝孔,直接安裝於機床上
SMT柔性定位夾具系統在CNC加工中心的應用
CNC加工中心,是一種由程序控制的自動化機床。它能夠執行設定好瞭的動作,通過刀具切削將毛坯料加工成半成品、成品零件。SMT柔性定位夾具系統,是一種提高機械的加工能力,有效發揮設備的機械性能,使用本系統,可以大大節省人力與物力,減少人為錯誤帶來誤差和損失,柔性夾具的中心重復精度可達到0.002mm。
使用SMT柔性重復定位夾具系統給CNC帶來革命性轉變:
| 原工序 | 使用SMT | 好處 |
裝夾 | 機內裝夾 | 機外裝夾 | 提高機器有效使用率,可提前裝夾 |
調校 | 機內調校 | 機外調校 | 使用高精度調校設備,精度更高 |
五麵加工 | 五次裝夾、調校 | 一次裝夾、調校 | 減少人為累積誤差,更快、更精確。 |
返工處理 | 技術要求高,很難返工,工件報廢。 | 修改參數直接返工 | 無需再裝夾、調校,直接修改CNC的參數返工,人人都成工程師。 |
急件插單 | 不可行 | 隨時插單 | 隨時可以更換緊急工件,不影響精度 |
操作人員 | 一人一機 | 一人多機 | 利用CNC工作時間裝夾、調校,一人可以控制多臺設備,節省人力。 |
夜班安排 | 需要加班 | 不需加班 | 下班前預裝設定多工件連續加工。 |
**SMT柔性重復定位夾具系統是如何做到的?
SMT柔性重復定位夾具,是由標準卡盤和標準托板組成。在CNC加工中心和調校平臺上,都安裝上SMT的標準卡盤。通過標準卡盤與托板間重復的精準定位,裝夾在SMT標準托板上的加工工件實現瞭在CNC加工中心與調校平臺之間精準移動。從而使機外裝夾、調校成為現實。
實現機外調校的重要性:可以選擇三座標檢測設備等高精度設備,進行裝夾預調校和加工後的檢測。使用高精度設備調校,更加提高加工的精確性。
CNC加工中心裝上水平和垂直的SMT標準卡盤,選擇工件精度要求最低的一麵作為裝夾麵,裝在SMT標準托板上。利用水平安裝的卡盤加工零件的正麵,其它四個麵交由垂直安裝的標準卡盤完成。一次裝夾、調校就可以精確加工工件的五個麵,五麵加工變得如此的簡單。
重復精準定位功能,使緊急件插單和返工處理都可以簡單實現。
CNC加工中心使用SMT柔性標準重復定位夾具前後對比(一年):
| 加工s | 停機s | 靈活性 | 精度 | 設備投資 | 加工周期 | 加工成本 | 利潤 |
CNC | 800s | 1000s | 一般 | 一般 | 100% | 100% | 100% | 低 |
CNC+SMT | 1600s | 200s | 高 | 高 | 120% | 50% | 60% | 高 |
使用SMT柔性標準重復定位夾具,隻需要增加20%的設備投入,不但可以提高精度和靈活性,還可以大幅降低加工成本。
SMT的先進技術,讓一切不可能變為現實,歡迎您的加入。
SMT柔性標準定位夾具系統
系統泛指由一群有關聯的個體組成,根據預先編排好的規則工作,能完成個別元件不能單獨完成的工作的群體。
目前國內五金模具制造業普遍存在的問題:
1、使用夾具不統一。銑床、火花機、磨床、線切割機、工模鏜床、車床、外圓磨床等不同地使用虎鉗、磁盤、壓板、三爪夾頭等。
2、多次定位累積誤差嚴重。要求越精密的五金模具加工,認為的累積誤差就越難制。
3、技術人員普遍不足和難以滿足不斷減短的交貨期。
4、加工設備實際利用率低,裝夾、調校占用設備時間過多。
SMT柔性標準定位夾具系統,它是一個可以將各種五金、模具加工設備聯系起來系統。舉例一個五金件需要車床、翻身車、線切割和電火花幾個工序:
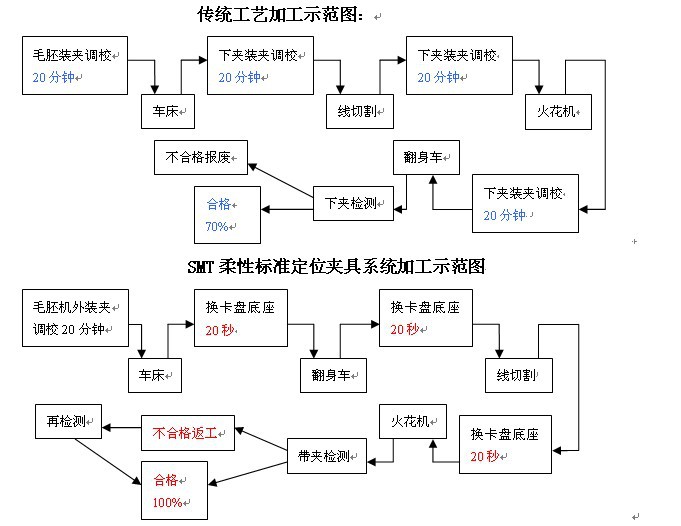
傳統工藝:非加工占機時間80分鐘,不能返工合格率低,隻能機內調校,下夾裝夾調校4次。
新的工藝:非加工占機時間1分鐘,可以返工合格率高,可以選用高精度設備調校,裝夾調校1次。
SMT柔性定位夾具提供瞭不同工作母機共通性的基準座標位置,以及相同的工作夾持方式,使工件迅速地在不同工作母機定位並執行加工而不須重新校正調整,提高瞭機械利用率並降低瞭人為的累積誤差。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。