




產品簡介
焊件裝配成搭接或對接接頭並置於兩滾輪電療之間,滾輪電療加壓焊件並轉動,連續或斷續送電,形成一條連續焊縫的電阻焊方法。也可以說,縫焊是點焊的一種演變。縫焊廣泛地應用在要求密封性的接頭制造上,有時也用來焊接普通非密封性的板金件,被焊金屬材料的厚度通常在0.1~2.5mm。
產品特點
1、縫焊與點焊一樣是熱—機械(力)聯合作用的焊接過程。相比較而言,其機械(力)的作用在焊接過程中是不充分的(步進縫焊除外),焊接速度越快表現越明顯。
2、 縫焊焊縫是由相互搭接一部分的焊點所組成,因此焊接時的分流要比點焊嚴重的多,這給高電導率鋁合金及鎂合金的厚板焊接帶來困難。
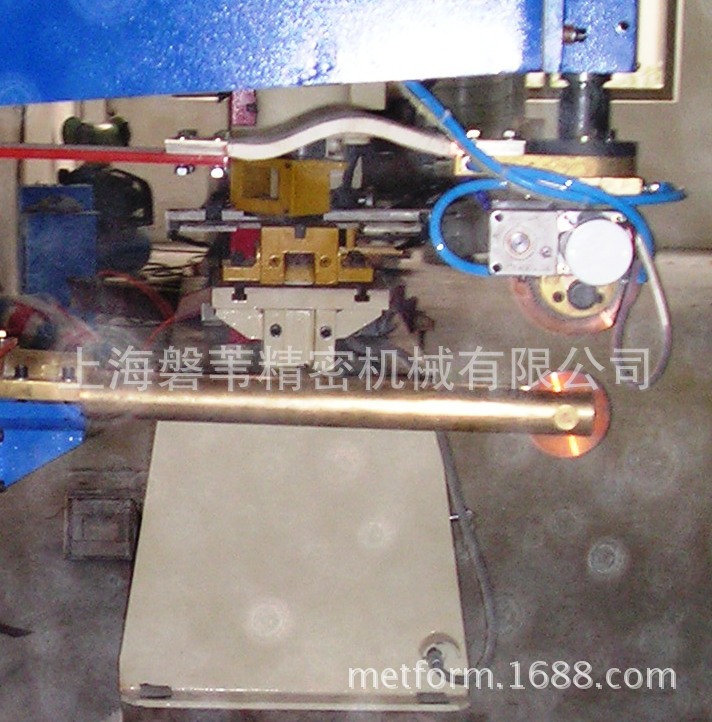
3、 滾輪電療表麵易發生粘損而使焊縫表麵質量變壞,因此對電療的修整是一個特別值得註意的問題。
4、 由於縫焊焊縫的截麵積通常是母材縱載麵積的2倍以上(板越薄這個比率越大),破壞必然發生在母材熱影響區。因此,對縫焊結構很少強調接頭強度,主要要求其具有良好的密封性和耐蝕性。
技術參數
型 號: FN75縫焊機
最大焊接能力: 2+2 mm
額定容量 : 75 KVA
輸入電壓 : 380V 50Hz
輸入電流: 197 A
輸出空載電壓: 6.1(v)
焊接速度 : 0.8-3.2m/min
額定負載持續率 50%
有效臂長 : 500 mm,臂長和下臂的結構根據客戶需要定制
電療行程 : 20mm
冷卻水流量 : 120L/h
整機重量 : 620Kg
參考機器視頻,請看56網,鏈接如下:
http://www.56.com/w26/album-aid-8008680.html



該系列其它機型參考
參數 型號 | FN-35 | FN-50 | FN-75 | FN-100 | FN-125 | FN-160 |
額定容量(KVA) | 35 | 50 | 75 | 100 | 125 | 160 |
輸入電壓 | 單相380V 50Hz | |||||
輸入電流 | 92 | 131 | 197 | 263 | 328 | 420 |
輸出空載電壓(V) | 4.2 | 5 | 6.1 | 7.2 | 8 | 8.5 |
額定負載持續率 | 50% | |||||
最大焊接厚度(低碳鋼)(mm) | 1+1 | 1.5+1.5 | 2+2 | 2.5+2.5 | 3+3 | 3.5+3.5 |
焊接速度 | 0.8-3.2m/min | |||||
電療行程 | 20mm | |||||
冷卻水流量 | 120L/h | |||||
整機重量(Kg) | 470 | 500 | 620 | 720 | 810 | 930 |
歡迎來信來電咨詢!
手機:18117126753 13501982194
座機:57841765
聯系人:呂先生
地址:上海市松江區石湖蕩鎮育新路169號


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



