




| 加工定制:是 | 品牌:Y.LIN | 型號:xxxxxxxxxxxxx |
| 種類:光學接收器件 | 波段范圍:近紅外 | 運轉方式:連續式 脈沖式 |
| 激勵方式:電激勵式 | 工作物質:半導體 | 光路徑:內光路 |
| 輸出形式:光敏器件型 | 傳輸信號:寬帶型 | 速度:高速 |
| 通道:多通道 | 輸出波長:940(nm) | 線寬:600(mm) |
| 中心頻率:33KHZ,36KHZ,38KHZ,40KHZ,56KHZ | 工作電壓:2.8-6.5V | 靜態電流:0.1-1.5mA |
...........................................................................................................................................................................................
*溫馨提示*
產品的屬性和價格僅供參考,詳情請旺旺或來電咨詢!

聯系人:林啟寶先生(經理) |
|
手機:13544696690 | |
電話:0769-87181888 | |
傳真:0769-87187333 | |
Q Q :1378702884 | |
工廠地址:東莞樟木頭鎮金河工業區三期新光路3號 | |
資料查詢下載:http://www.yong-lin.net |


紅外接收電路通常由紅外接收二極管與放大電路組成,放大電路通常又由一個集成塊及若乾電阻電容等元件組成,並且用膠體封裝起來有些在外部加裝鐵殼起屏蔽作用,因而電路比較復雜,體積卻比較小。
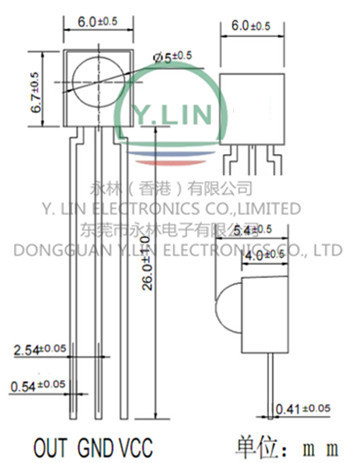
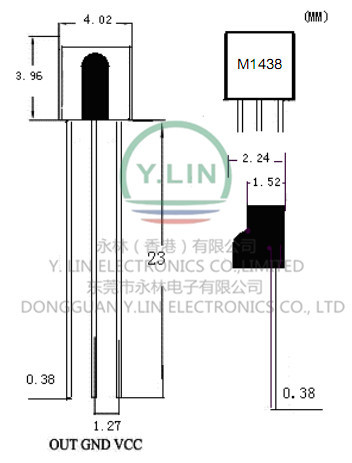
接收頭是一種特殊的紅外接收電路,密封性好,靈敏度高。有三條管腳,分別是電源正極、電源負極以及信號輸出端,其工作電壓在5V左右.隻要給它接上電源即是一個完整的紅外接收放大器,使用十分方便。
它的主要功能包括放大,選頻,解調幾大部分,要求輸入信號需是已經被調制的信號。經過它的接收放大和解調會在輸出端直接輸出原始的信號。從而使電路達到最簡化!靈敏度和抗乾擾性都非常好,可以說是一個接收紅外信號的理想裝置。一般可以接收750~1150nm波段的紅外光,其中主要以接收940nm為主。
紅外線接收頭內部結構有分內屏蔽和外屏蔽,如一下圖片所示:
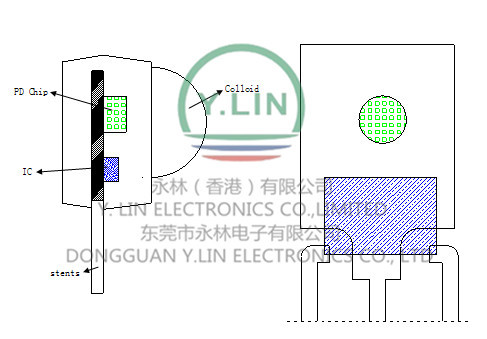
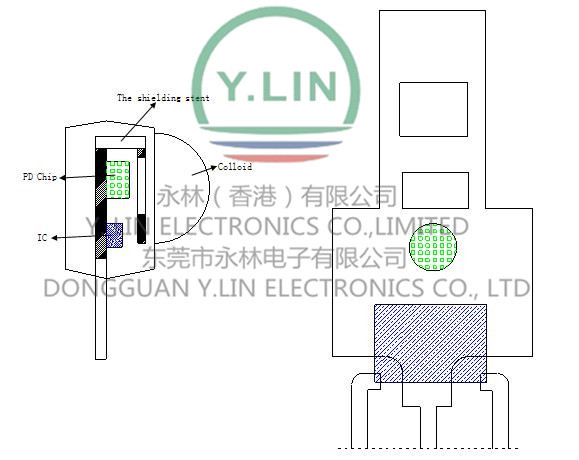
不帶內屏蔽 帶有內屏蔽

紅外接收頭廣泛應用於:空調、風扇、暖風機、加濕器、電視、DVD、機頂盒、車載移動DVD、硬盤播放器、多媒體組合音響、數位相框、手機等傢電產品,電腦及周邊設備,感應潔具,機表,工業自動化,遙控玩具,通訊器材,照相器材,事務機器,安防電子、金融電子,汽車電子,燈飾照明等領域。


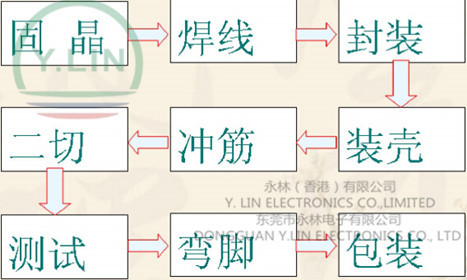
紅外線接收頭整體的生產工藝流程分為四個部分,分別是:固晶、邦定、封裝(壓膜)、後處理。每個部分的工程都有不同的功能,缺少每個環節,都無法制作出一個成品的紅外接收頭。
固晶介紹
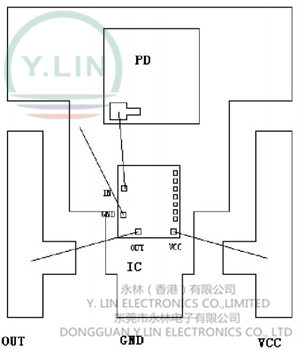
固晶工序又叫DIE BOND,就是講芯片(IC、PD)固定到支架上麵。本工序所使用的材料有IC、PD、支架、銀膠,IC是接收頭的處理元件,主要是有矽晶和電路組成的,是一個高度集成的元器件,主要功能有濾波、整形、解碼、放大等功能。PD是光敏二極管,主要功能是接收光的信號。
支架是接收頭的引腳部分,將IC功能腳外接,固定芯片等作用。銀膠的組要組成部分是銀粉和環氧樹脂以及其他的原料,主要的作用是導電和固定。具體有兩種,一種是帶屏蔽的支架,另外是不帶屏蔽的支架。銀膠,屬於高溫固化銀膠,理論固化的溫度是170度1小時,因考慮支架的因素,現在執行150度2小時的固化條件。
焊線介紹
焊線工序又叫WIRE BOND,是將IC 和PD各功能點用金線連起來,本工序涉及到的材料主要是金線。本工序的好壞直接關系到產品的成品質量,以及產品的穩定性。
封裝介紹
封裝工序是固定外形的,我們公司現有三種封裝模式兩種外形,一種是灌膠鼻梁型,二是模壓球形,三是灌膠球形。三種模式各有利弊,主要以灌膠鼻梁進行生產。該工序是產品成形關鍵,一經封裝,就不容許再進行返工,所以在封裝之前應對固焊工序進行嚴格的檢驗。
主要用到的材料有液態環氧樹脂、固態環氧樹脂、04 色素、08 色素等。 顏料04 的濾光范圍是830-1050,08 色素的濾光范圍是750-1150,范圍越寬,接收頭的接收靈敏度越好,但抗乾擾越差,濾光范圍越窄,抗乾擾越好,但接收效果會稍差,為瞭滿足不同客戶的需求,對該兩種色素進行不同比例的搭配,以滿足客戶要求。
後處理
主要有裝殼、焊殼、沖筋、測試、二切、包裝等環節,除裝殼是根據客戶要求作業之外,其他都必須要完成。目前的測試隻是單純對接收距離進行測試,其他參數沒有進行檢測,有一定風險性,正在進行改善。高危工序是沖筋工序,切記要按照作業指導進行檢查和作業。本工序涉及到的模具都是簡單的沖筋模具,重點關註模具的公差范圍。

可靠性試驗主要有冷、熱、冷熱循環、電老化、鍍錫等另外有的客戶還要做電擊試驗。
(1)冷凍試驗;條件是-25 度、-45 度,一般存放 1 個小時左右再進行測試,或在試驗溫度下進行測試,批量測試時,不用在試驗溫度下測試,可以上機臺測試。試驗溫度下測試適用於試樣或抽檢。
(2)熱試驗;試驗條件灌膠產品是140-150 度,模壓150-160 度,一般采用整體測試,在高溫箱內的帶機器測試問題一般在75-80 度,還要兼顧其他材料的耐溫特性。
(3)冷熱循環;主要是對產品進行冷熱沖擊,驟冷驟熱來檢測產品膠體、焊接等對其耐荷性,這是判斷產品優劣的關鍵試驗項目。
(4)電老化試驗;對接收頭進行超過 48 小時的通電,主要檢測焊線工序的可靠性,通常有些虛焊、或其他的存在隱患的焊接不良品是經不住考驗的。
(5)鍍錫實驗;對接收頭進行模擬客戶現場使用條件進行的實驗,來驗證產品對焊接條件的適應性。常規實驗條件是280 度10 秒。


1).在無任何外加壓力及影響品質的環境下儲存及使用;
2).焊接條件:(焊點需離樹脂膠體根部2MM以上)請在260℃且5秒以內一次焊接完成,同時應避免樹脂膠體浸入錫槽內。
3).焊接時請勿在產品施加外力,產品引腳成形必須在焊接前完成,以免影響產品接收性能。
4).線路板上的安裝孔間距請與產品腳間距離保持一致。
5).產品在高溫狀態下進行載切引腳容易產生性能不良,請在常溫在下或焊接前進行引腳載切;
6).引腳彎折成型條件:a.彎折點需離樹脂膠體根部2MM以上。
b.須在焊接前或完全冷卻狀態下。
7).請註意保護紅外線接收器的接收麵,沾污或磨損後會影響接收效果,切勿用高腐蝕性溶濟對產品進行清洗,以免腐蝕產品影響性能,推薦使用酒精擦拭或浸漬且在常溫下不得超過3分鐘。
8).在無污染氣體或海風(含鹽分)的環境下儲存及使用;
9).在低濕度環境下儲存及使用;
10).請勿清洗,使用前,請先用靜電帶將作業員及電烙鐵連接落地線;
12).選擇紅外線接收頭的時候要分清楚其制作工藝,主要有灌膠工藝、壓模工藝。其中灌膠的制作工藝相對於壓膜的比較簡單一點。所以在抗乾擾放麵不及壓膜工藝的接收頭。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



