臺州市下梁騰龍機床廠
(可跟客戶要求非標制造)
主營生產:大小口徑機表車床、數控光機、數控車床、數控主軸全套、挑螺紋車床、車床配件。本產品顯著優點:、精密度高、剛性強、噪音低、導軌分子密度高。並經導軌超音頻淬火處理導軌表麵硬度:HRC≥50°,經久耐用。可制造專用機床,我廠以一流的產品,一流的技術,竭誠為廣大客戶服務(可跟客戶要求非標制造)
聯系人:梁國彬(廠長)
- 電 話: 86 0576 82702206
- 移動電話: 13616696737
- 地 址: 中國 浙江 臺州市 路橋區下梁軍民路358號
- 郵 編: 318058
- 公司主頁:http://xllgb.cn.alibaba.com
一、機床特點:
1.機床控制采用各種CNC數控系統客戶選購
2.進給運動采用滾珠絲桿,滑動導軌。主軸電機變速采用交流變頻器
3.采用彈簧夾夾頭夾緊,緊裝置有手動,液壓各種控制形式供客戶選購
4.在拖板上安裝不同角度的電主軸,可以實現各種螺旋槽,直槽,鉆孔等
5.進給軸采用步進電機或伺服電機控制供客戶選購
6.導軌采用超音頻淬火
7.采用防水主軸
二.產品主要用途:
本機床廣泛適用於電器、機表機器工業、汽車、摩托車配件、緊固件、軸承照像器材、電影機械、五金工具、鐘表、眼鏡、文教用品、電機閥門、煤氣管件及其他高精度復雜零件的加工制造,是五金機械加工行業最理機的高效率設
三.產品主要參數
| 項目 | 單位 | 規格 |
| 床身上最大回轉直徑 | mm | ¢380 |
| 床身上加工最大直徑 | mm | ¢320 |
| 加工棒料最大直徑 | mm | ¢38 |
| 在刀架上加工最大直徑 | mm | ¢150 |
| 最大加工長度 | mm | 200 |
| 公制螺紋 | mm | 0.25-12 |
| 英制螺紋 | 牙/吋 | 28-31/2 |
| 主軸中心高(床身平軌至主軸中心線) | mm | 185 |
| 主軸轉速范圍 | r/min | 300-3000 |
| 刀架X軸最大行程 | mm | 260 |
| 刀架Z軸最大行程 | mm | 200 |
| X軸進給速度(無級) | mm/min | 5-1000 |
| Z軸進給速度(無級) | mm/min | 10-2000 |
| X軸快進速度 | mm/min | 4000 |
| Z軸快進速度 | mm/min | 6000 |
| 刀桿截麵尺寸 | mm | 20*20 |
| 主軸中心線到刀具支撐底麵距離 | mm | 20 |
| 主電機功率 | kw | 3 |
| 機床外形尺寸(長*寬*高) | mm | 1280*1020*1480 |
| 機床凈重 | kg | 850
|
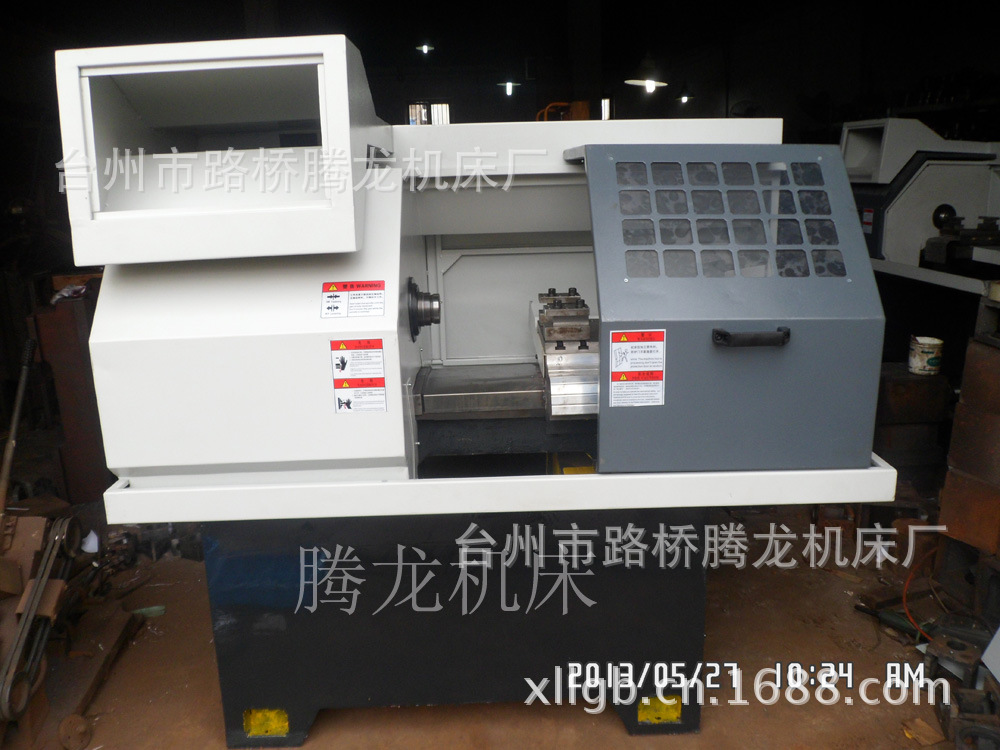
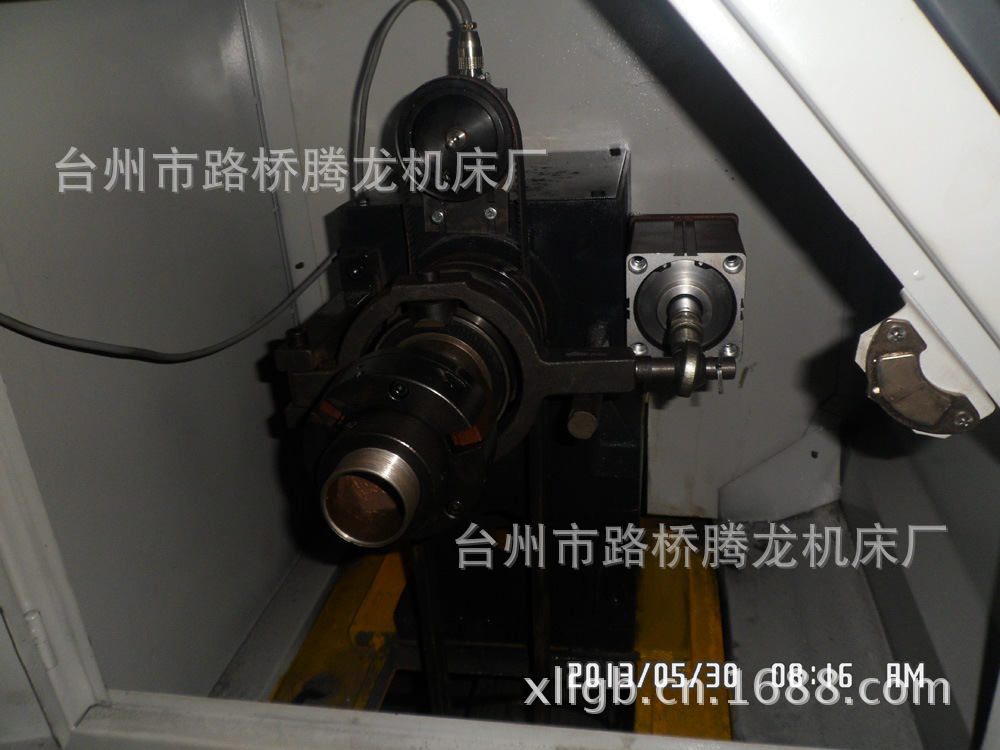
四.產品圖片 數控車床


五:維護、保養
(1)平時機床應保持清潔,無污垢,工作前在各油杯處與各活動部位加註潤滑油。
(2)各型機表車床主軸軸承每工作時間滿300小時後更換潤滑油。
(3)機床大小拖板均配有調整塞鐵,使用一段時間後,拖板磨損,可通過調整塞鐵螺釘消除間隙,恢復原有精度,調整後保持拖板運動靈活,無阻滯。
(4)機床開機半小時後,主軸軸承達到穩定溫度,在軸承蓋上方與箱體交結處測量機床的溫度最高不能大於65度,大於該溫度將會使潤滑脂溶化流失,促使溫度再升高而縮短軸承的使用壽命,嚴重的導致軸承咬死,此時應立即停車,按(安裝與使用第4條)調整軸承間隙。機床的噪聲按國標頒佈不大於80分貝,本廠控制在50分貝以下
六、開機試驗
機床安裝調試完成後,即通知制造廠派人調試機床。試驗主要有如下:
1.各種手動試驗
a. 手動操作試驗 試驗手動操作的準確性。
b. 點動試驗
c. 主軸變檔試驗
d. 超程試驗
2.功能試驗
a. 用按鍵、開關、人工操縱對機床進行功能試驗。試驗動作的靈活性、平穩性及功能的可靠性。
b. 任選一種主軸轉速做主軸啟動、正轉、反轉、停止的連續試驗。操作不少於7次。
c. 主軸高、中、低轉速變換試驗。轉速的指令值與顯示值允差為±5%。
d. 任選一種進給量,在XZ軸全部行程上,連續做工作進給和快速進給試驗。快速行程應大於1/2全行程。正反方和連續操作不少於7次。
e. 在X、Z軸的全部行程上,做低、中、高進給量變換試驗。 轉塔刀架進行各種轉位夾緊試驗。
f. 液壓、潤滑、冷卻系統做密封、潤滑、冷卻性試驗,做到不滲漏。
g. 卡盤做夾緊、松開、靈活性及可靠性試驗。
h. 主軸做正轉、反轉、停止及變換主軸轉速試驗。
i. 轉塔刀架進行正反方向轉位試驗。
j. 進給機構做低中高進給量為快速進給變換試驗。
k. 試驗進給座標超程、手動數據輸入、位置顯示,回基準點,程序序號批示和檢索、程序暫停、程序刪除、址線插補、直線切削徨、錐度切削循環、螺紋切削循環、圓弧切削循環、刀具位置補償、螺距補償、間隙補償等功能的可靠性、動作靈活性等。
3.空動轉試驗
a. 主動動機構運轉試驗,在最高轉速段不得少於1小時,主軸軸承的溫度值不超過70℃ ,溫升值不超過40℃;
b. 連續空運轉試驗,其運動時間不少於8小時,每個循環時間不大於15分鐘。每個循環終瞭停車,並模擬松卡工件動作,停車不超過一分鐘,再繼續運轉。
4.負荷試驗
用戶準備好典型零件的圖紙和毛坯,在制造廠調試人員指導下編程和輸入程序,選擇切削刀具和切削用量。負荷試驗可按如下三步進行,粗車、重切削、精車。每一步又分單一切削和循環程序切削。每一次切削完成後檢驗零件已加工部位實際尺寸並與指令值進行比較,檢驗機床在負荷條件下的運行精度、即機床的綜合加工精度,轉塔刀架的轉位精度。
5. 驗收
機床開箱驗收,功能試驗,空運轉試驗、負荷試驗完成後,加工出合格產品,即可辦理驗收移交手續。如有問題,制造廠應負


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。