




詳細介紹:

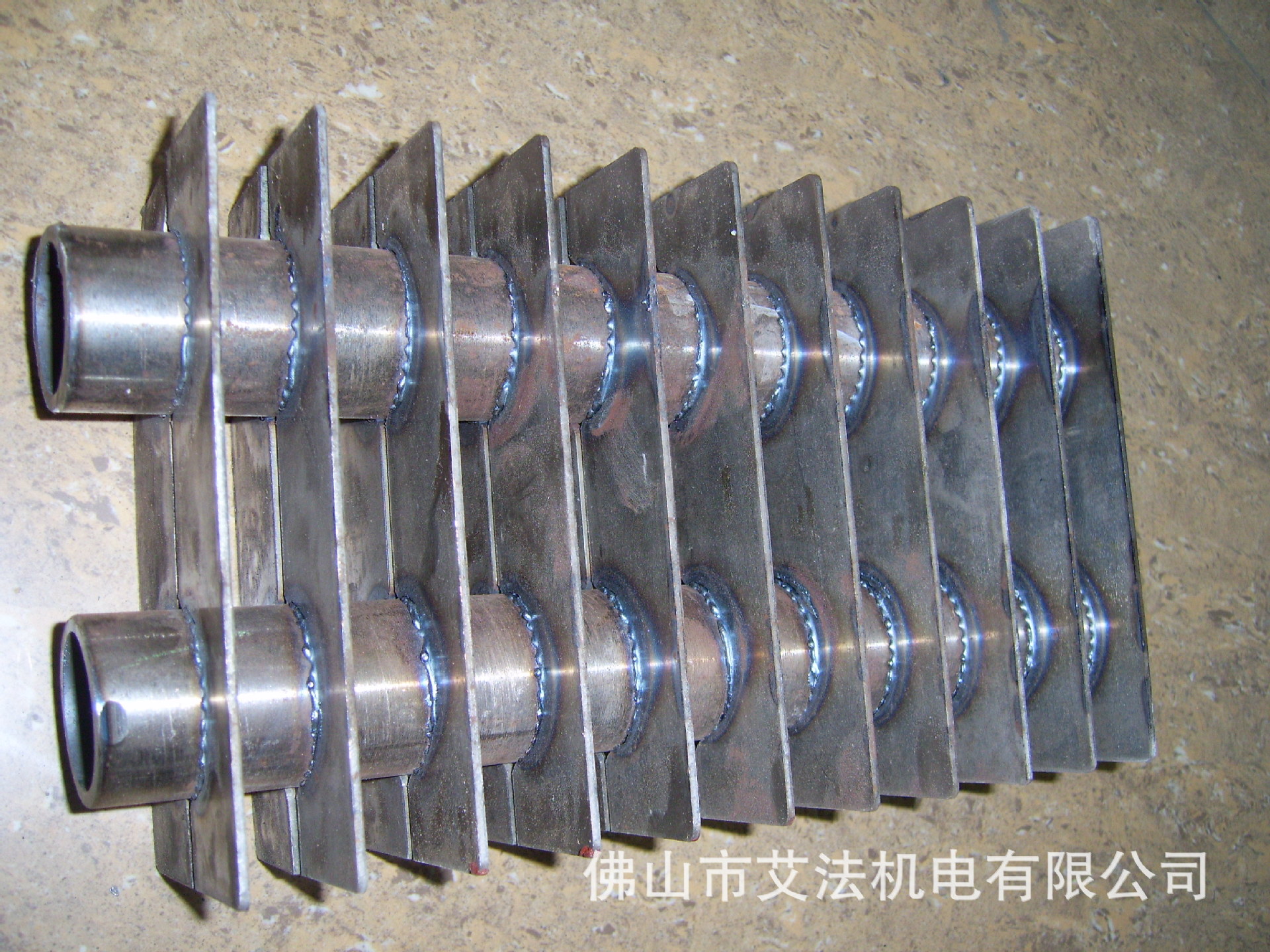

3X160KVA三相次級整流自動化生產線
人工上下鋼管和翅片管
翅片由料鬥自動向焊頭供料,人工料鬥裝填
1焊接速度
基管外徑38.1翅片厚度2-3mm每對焊接時間小於5秒(不包括上下料時間和退火時間
2 焊接強度和穩定性
2.1拉脫力實驗:大於50Mpa或者鋼管部分撕裂
2.2焊縫寬度:大於翅片厚度 即焊著率>100%
2.3焊接強度穩定性:每片首件做焊接試樣 達到2.1或者2.2要求
2.4焊縫抗彎曲試驗:翅片左右彎曲20度 焊縫無裂紋
2.5錘擊試驗:平行於鋼管敲擊翅片上部 直到翅片脫落 翅片本身不得斷裂
2.6 如果2.5試驗失敗 必須啟用退火功能
3熱影響區
用顯微鏡配合微硬度計測
在達到2.1和2.2要求的條件選 鋼管熱影響區深度小於0.5mm
4機組制造能力
4.1 機組配備適應雙管和單管的工裝夾具
4.2 翅片管長度1m~10m
4.3 翅片厚度2mm~3mm
4.4 鋼管尺寸19mm~51mm
4.5 可焊接材料范圍
基管+翅片:
碳鋼+碳鋼
碳鋼+低合金鋼(含錳鋼)
不銹鋼+不銹鋼
5產品尺寸精度
5.1 翅片段全長-3mm ~ +3mm分段運動精度-0.6mm ~ +0.6mm
5.2片距離-0.6mm ~ +0.6mm
5.3翅片和鋼管垂直度-1度~ +1度
5.4同組對焊翅片平麵高度-0.4mm ~ 0.4mm翅片本身厚度公差引起的高度差除外
5.5同組對焊翅片高度差-0.4mm ~ 0.4mm翅片本身尺寸公差引起的高度差除外
5.6 雙管中心距離公差-0.4mm ~ +0.4mm
5.7在同樣鋼管材料,同樣片距和片數條件下,不同翅片管焊接後長度變化一致
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



