




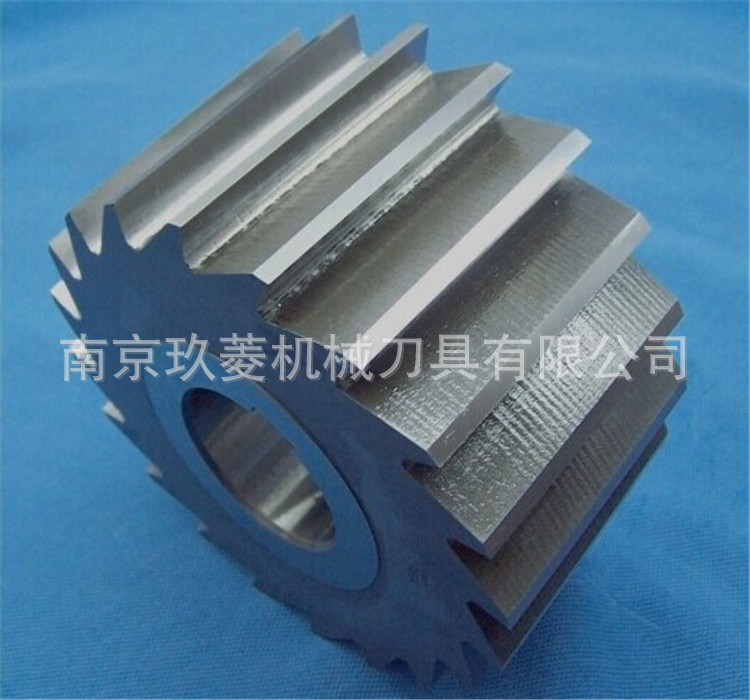

切粒機滾刀需要適合用戶不同需求、切削不同對象的刀片材料化學成分的選擇,需要適合的刀刃角度,既保持刀刃的鋒利,又使刀刃具有一定強度而不在使用中崩刃。它需要進行良好的熱處理過程以達到刀片的適合硬度和很小的內應力,在使用過程中不至於變形。
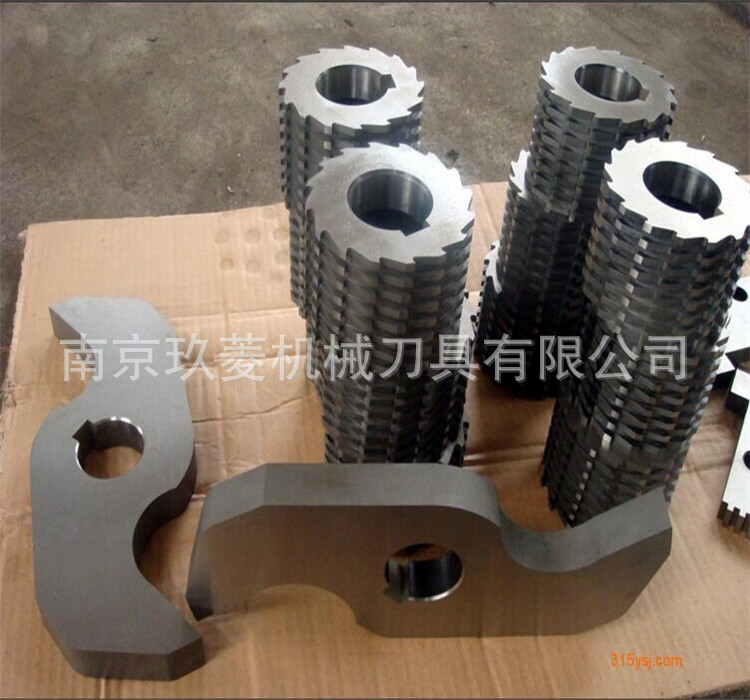
刀齒沿圓柱或圓錐作螺旋線排列的齒輪加工刀具﹐用於按展成法加工圓柱齒輪﹑蝸輪和其他圓柱形帶齒的工件(見齒輪加工﹑齒輪)。根據用途的不同﹐滾刀分為齒輪滾刀﹑蝸輪滾刀﹑非漸開線展成滾刀和定裝滾刀等。
齒輪滾刀 常用的加工外嚙合直齒和斜齒圓柱齒輪的刀具。加工時﹐滾刀相當於一個螺旋角很大的螺旋齒輪﹐其齒數即為滾刀的頭數﹐工件相當於另一個螺旋齒輪﹐彼此按照一對螺旋齒輪作空間嚙合﹐以固定的速比旋轉﹐由依次切削的各相鄰位置的刀齒齒形包絡成齒輪的齒形。常用的滾刀大多是單頭(見螺紋)的﹐在大量生產中﹐為瞭提高精度和光潔度也常采用多頭滾刀。單頭滾刀轉一轉﹐齒輪繞本身軸線轉過一個齒﹔多頭滾刀轉一轉﹐齒輪轉過的齒數與滾刀頭數相等。
蝸輪滾刀的滾刀在螺旋升角小於5°時﹐常制成直容屑槽﹐便於制造和刃磨﹔螺旋升角大的滾刀常制成螺旋容屑槽﹐以免刀齒的一側刃以大負前角(見刀具)切削的不利情況。 用高速鋼制造的中小模數齒輪滾刀一般采用整體結構。模數在10毫米以上的滾刀﹐為瞭節約高速鋼﹑避免鍛造困難和改善金相組織﹐常采用鑲片結構
鑲片滾刀的結構形式很多﹐常用的為鑲齒條結構﹐即刀齒部分用高速鋼制成齒條狀﹐熱處理後緊固在刀體上。用硬質合金制造滾刀﹐可以顯著提高切削速度和切齒效率。整體硬質合金滾刀已在鐘表和機器制造工業中廣泛地用於加工各種小模數齒輪。中等模數的整體和鑲片硬質合金滾刀已用於加工鑄鐵和膠木齒輪。模數小於 3毫米的硬質合金滾刀也用於 加工鋼齒輪。
硬質合金滾刀還可加工淬硬齒輪(硬度為 HRC50~62)。這種滾刀常采用單齒焊接結構﹐制有30°的負前角﹐切削時刮去齒麵的一層留量。 國傢把滾刀的精度等級分為 AA級﹑A級和 B級。一般國標滾刀采用AA級。部標跟企標采用A級。鏈輪滾刀要求精度不高,一般采用B級。為瞭加工特別精密的齒輪﹐有的國傢還有AAA級滾刀。
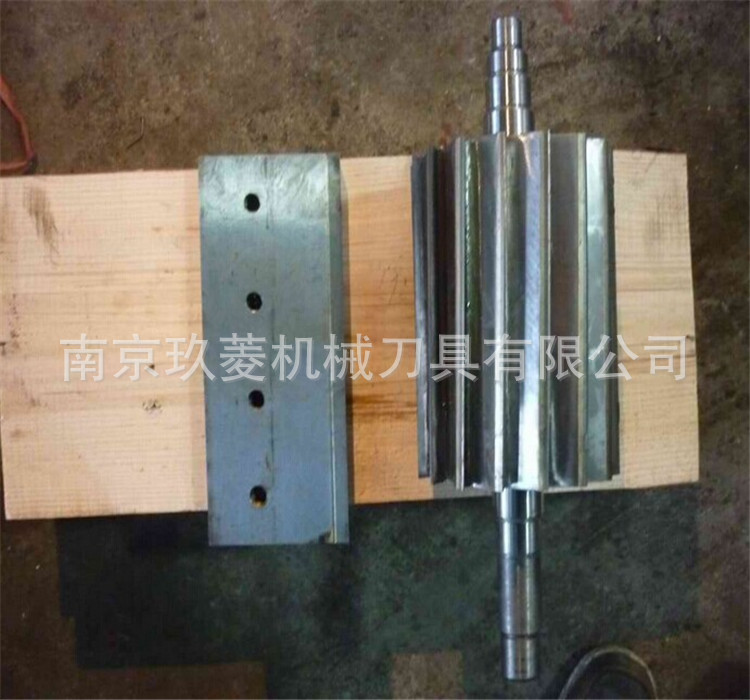
渦輪滾刀常用的蝸輪加工刀具。蝸輪滾刀基本蝸桿(見蝸桿傳動)的類型和主要參數(模數﹑齒形角﹑分度圓直徑﹑螺 滾刀旋升角和螺紋頭數等)應當與工作蝸桿相同﹐因此蝸輪滾刀常是專用的。 當外徑較大時﹐滾刀制成套裝式﹔外徑較小時將滾刀制成與心軸一體的帶柄式結構(圖3 蝸輪滾刀 )。
非漸開線展成滾刀工作原理與齒輪滾刀相同。花鍵滾刀可用於加工矩形齒﹑漸開線齒或三角形齒的花鍵軸﹐其加工精度和生產率較成形銑刀高。非漸開線展成滾刀還可加工圓弧齒輪﹑擺線齒輪和鏈輪等。
定裝滾刀各齒齒形不同﹐隻有最後一個齒是精切齒。齒形和工件的齒槽相同﹐以成形銑削法切削工件的齒槽﹐因此定裝滾刀必須相對工件的軸線安裝在固定的位置上。滾刀上其馀的刀齒都是粗切齒。加工時的運動關系與齒輪滾刀相同。成形滾刀可避免用展成刀具加工時齒根部產生的過渡曲線。棘輪滾刀是常用的定裝滾刀。
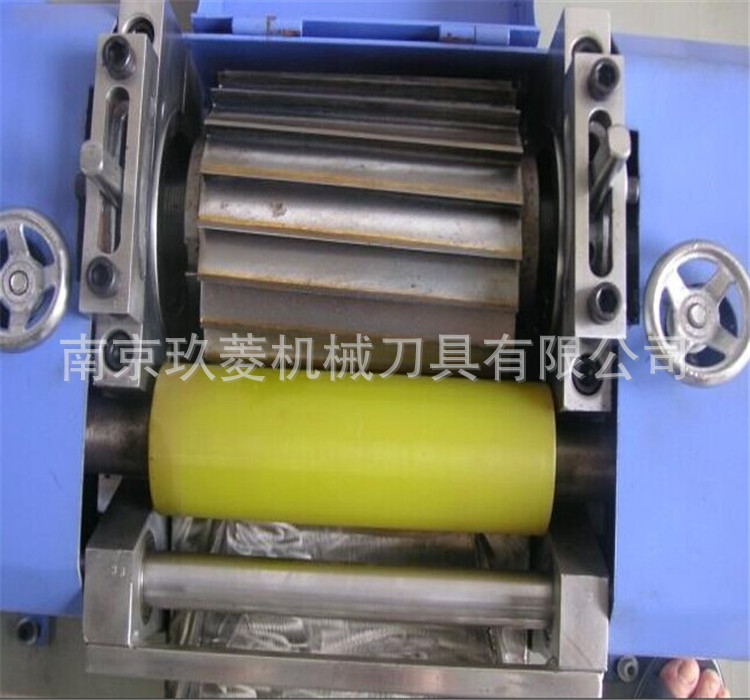
齒輪滾刀是依照螺旋齒輪副嚙合原理,用展成法切削齒輪的刀具,齒輪滾刀相當於小齒輪,被切齒輪 滾刀齒輪滾刀是一個螺旋角β0很大而螺紋頭數很少(1~3個齒),齒很長,並能繞滾刀分度圓柱很多圈的螺旋齒輪,這樣就象螺旋升角γz很小的蝸桿瞭。為瞭形成刀刃,在蝸桿端麵沿著軸線銑出幾條容屑槽,以形成前麵及前角;經鏟齒和鏟磨,形成後刀麵及後角一、切割間隙的影響
所謂切割間隙即是動定刀之間的間隙。在一定范圍內切割間隙大,所需要的切割力要小;反之,切割力就大,刀具的磨損也大;當間隙趨近於零時,切削力將變得相當大直到刃部的強度承受不瞭而出現斷裂現象;但是間隙太大切片質量會受到顯著影響。所以在生產中一定要合理選擇切割間隙。根據經驗,切割間隙控制在0.03~0.04毫米之間,既可保證一定的切削力又可得到合格的切片。
二、除鹽水的影響
除鹽水是切粒過程中不可缺少的,它不但冷卻鑄帶輸送物料,對刀具的使用也有一定的影響。除 鹽水可以及時帶走切削中產生的熱量,減少刀具磨損速度,還可以起到一定的潤滑作用。沒有除鹽水,熱量散失較慢,刀具的磨損就會加快;但過量的除鹽水對刀具的運行及切片有阻礙作用,會導致噪音、切耗增加,同時除鹽水還會進入機械傳動部分。除鹽水的純凈度對刀具也有很大的影響,除鹽水中的固體雜質對刀具磨損很快,所以在切削過程中除鹽水的作用有利有弊,在實際生產中應嚴格控制。
三、二氧化鈦的含量對切片質量的影響
二氧化鈦是聚酯生產中的消光劑,是化纖生產 中一種不可缺少的添加劑,但二氧化鈦對刀具的磨 損有著重要的影響。當二氧化鈦的含量增加時,刀具的壽命急劇下降;當二氧化鈦含量接近於零時,刀具的壽命可以很長。在正常的BOPP生產中二氧化鈦的含量為10%,這時普通碳素合金鋼刀具的壽命 僅為40rain。由此可以看出,二氧化鈦對刀具使用 壽命的影響非常大。在不影響聚酯產品質量的情況下,註入二氧化鈦時應盡可能維持最合理的註入量。
四、刀具加工的影響
正常磨削加工後的刀具,刃口上存在著許多小尖峰,這些尖峰很鋒利但很脆弱,易折斷,後部小尖峰斷裂後導致切削力增加,產生熱量較多,使刀具的 使用壽命縮短。所以使用前一定要對小尖峰進行精心處理,減少局部應力集中,從而提高抗沖擊強度,延長刀具的使用壽命。刀具在磨削過程中刀的刃帶寬度要嚴格控制在0.1-0.2mm之內;否則切削間隙太大。
五、生產負荷的變化對刀具的影響
生產負荷的變化,勢必導致切削條件的變化。經驗證明:切片的產量增加,二氧化鈦量隨之增加,切削速度和產生的摩擦熱量也增加,刀具的壽命將縮短。事實證明低負荷下運行的切粒機刀具使用壽命比滿負荷運行時大大增加。一般的聚酯裝置不采用一用一備的滿負荷生產形式,而是采用兩臺同時百分之五十低負荷運行,其原因之一就是要延長刀具的使用壽命。













批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。