




Centerdrill熱熔鉆
德國制造,品質卓越。
是薄壁無屑鉆孔連接的完美解決方案!
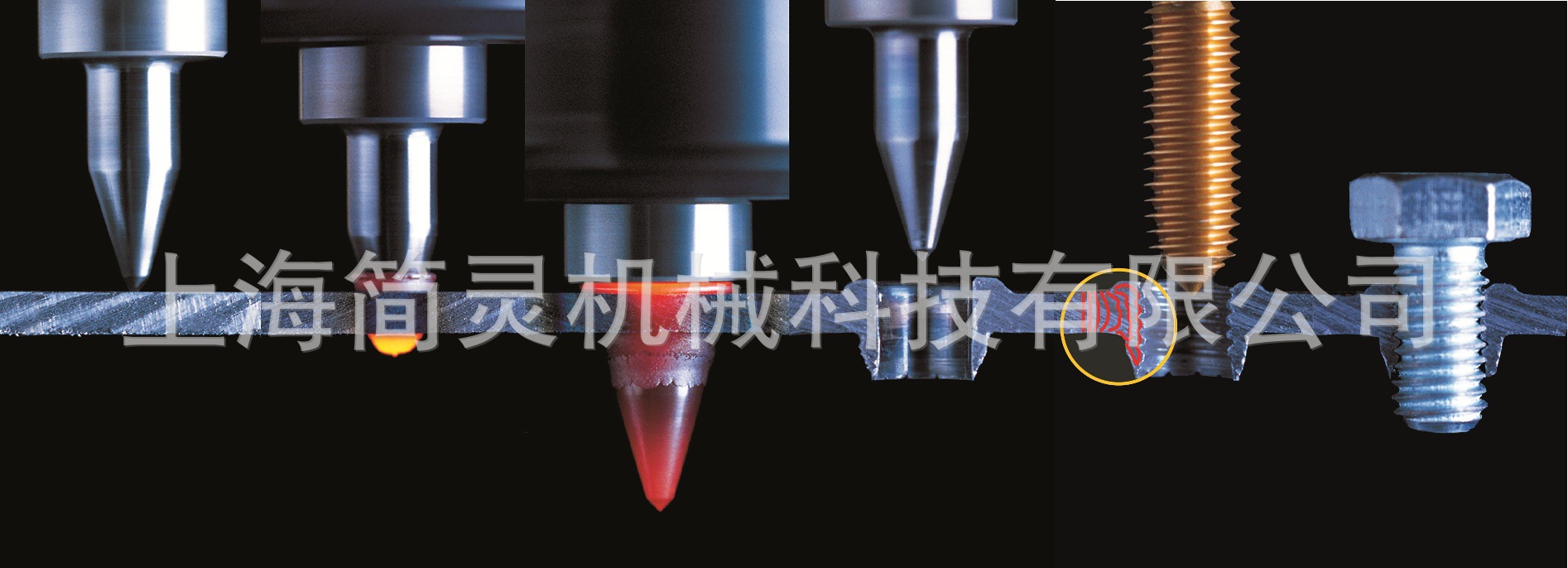
熱熔鉆工藝是在金屬薄板或管材上一次加工出孔和襯套的無屑加工技術,完全替代瞭在薄壁工件上焊(鉚)接螺母的工藝。
采用熱熔鉆技術,可以方便的在小於12mm壁厚的薄壁件上形成襯套或光孔。襯套或光孔的厚度最高可達原始材料壁厚的4倍,
孔徑范圍從1.8mm至32mm。
1:Centerdrill熱熔鉆采用耐磨、耐高溫的硬質合金材料制成。當刀具和工件接觸時,高的轉速(1000~4000),和適當的軸向推力(進給力),使鑽頭和金屬之間發生劇烈摩擦,瞬間達到攝氏600°~800°的溫度。鑽頭附近區域的金屬迅速軟化,繼續施加軸向壓力,快速在工件上、下表麵擠壓出約是初始板材3-5倍厚度的凸臺和襯套。整個過程隻需要2-6秒的時間。
對於需要光滑連接表麵或倒角孔的加工,可采用平臺型鑽頭,以切除在工件表麵形成的凸臺。襯套可以用作軸承支座,分叉喉道焊接口等用途。
螺紋為擠壓成形,加工出來的螺紋能承受更高的拉力和扭力。
2:應用Centertap絲錐進行擠壓式攻絲,以供螺紋連接。螺紋為擠壓成形,加工出來的螺紋能承受更高的拉力和扭力。
Centerdrill熱熔鑽頭特點
Centerdrill熱熔鑽頭和絲錐的組合應用,利用工件母體的材料,形成鉆孔和螺紋,可以直接當作螺母使用,無需額外焊接螺母部件,節省材料成本!減少工序!整個加工過程清潔無屑!
如果不需要螺紋,鉆孔形成的襯套也可用於釬焊連接或軸套。在保證薄壁件連接強度的同時,減少加工工序,操作更簡單!提高生產效率!無需附加件的額外支出,節約生產成本,提高生產效益!
Centerdrill熱熔鑽頭的使用無需特殊的加工機械設備,所有具有足夠動力的鉆床或NC/CNC加工中心等都可以,但需要滿足熱熔鉆加
工所需的速度和輸出功率。如:標準的鉆床、銑床、CNC加工中心或動力頭均可。主軸轉速1000~4000r/min。根據被加工孔徑、工件材料和厚度的不同,選用的切削參數也有所不同。
Centerdrill熱熔鑽頭利用最先進的技術和設備生產,有效保證瞭Centerdrill熱熔鑽頭的質量、精度及加工孔的精度。
Centerdrill熱熔鉆無屑鉆削工藝適合加工的材料:
熱熔鉆成型可以與幾乎所有薄壁金屬(不包括錫或鋅),如:普通鋼材、不銹鋼、低碳鋼、鋁、銅、黃銅、青銅、鈦合金和其它各種具有延展性的工件材料,也可以加工電鍍過的工件。
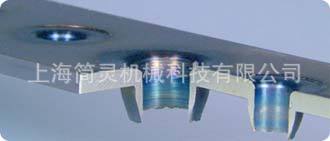
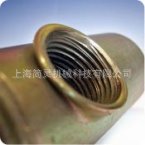
一些應用案例:



Centerdrill熱熔鑽頭可加工材料的厚度為1-12mm。
Centerdrill熱熔鑽頭各種規格齊全,直徑范圍為1.8-32mm,特殊規格可以定制。
Centerdrill熱熔鑽頭優點:
l 提高生產效率。快速鉆孔,快速襯套成型,過程隻需2至6秒。成型襯套可直接擠壓螺紋,取代生產工序繁瑣的焊接螺母或壓鉚螺母。
l 提高產品質量。簡化工藝流程,操作方便;孔位精度高;擠壓所得螺牙具有高強度抗拉力和抗扭力。
l 降低生產成本。操作簡便容易掌握,無需添置設備,取代昂貴的焊接工序。
l 清潔環保,不帶屑。
Centerdrill熱熔鑽頭可以用於多種行業和產品的加工制造,包括:
² 汽車零部件(底盤,座椅)
² 金屬傢具
² 自行車零部件
² 空調管道
² 壓力容器
² 醫療健身器材
² 太陽能組件
² 閥組熱交換系統等。
² 軌道交通
² 電梯
² 農業機械
² 工程機械
² 煙草機械
² 食品加工包裝設備
標準型號中包括Centerdrill短款和長款兩種。它們的區別僅在於在圓柱形部分的長度;錐形部分的角度完全相同。當使用這
些熱熔鑽頭時,進給方向上會有材料殘留在工件表麵,並形成一個圓臺。


這兩款還有平頭型可供選擇,在同一操作下,熱熔鑽頭切除圓臺,從而得到光滑的表麵。

采用Centertap絲錐進行攻絲
采用Centertap絲錐進行攻絲,也具有熱熔鉆成型相同的優點。它是一個無切屑的加工,材料呈現流動性,並從齒根流到齒頂。它
在原理上與外螺紋的軋制相似。在加工過程中,由於材料組織僅僅是被壓縮,而未斷裂,所以擠壓攻絲形成螺紋可承受的扭力比切屑攻絲的更大!


加工數據
參考值基於2mm壁厚的S235JR(St37/2)材料。根據不同的應用和機械設備,加工速度還可以顯著的增加。我們的工程專傢將非常樂意為您提供幫助。

為瞭可靠的夾緊Centerdrill熱熔鑽頭,我們研發瞭一種特殊的帶冷卻環的刀柄,其可以有效的散熱。為瞭獲得最佳的同心度,還有特制的筒夾用於鎖緊Centerdrill熱熔鑽頭。
特制的刀柄和筒夾

Centerdrill熱熔鑽頭在各個行業始終與卓越的專傢合作,提供“薄壁鉆孔連接的完美解決方案!”


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



