剪板機的刀片材質一般有T10、9CrSI、6CrW2Si、
QC12Y剪板機刀片Cr12MoV 、H13,合金鋼等幾種材質。
產品廣泛適用於:輕工、航空、船舶、冶金、機表、電器、不銹鋼制品、鋼結構建築及裝潢行業。 分類
一般剪板機可分為:腳踏式(人力)、機械式、液壓擺式、液壓閘式。
剪板機是借於運動的上刀片和固定的下刀片,采用合理的刀片間隙,對各種厚度的金屬板材施加剪切力,使板材按所需要的尺寸斷裂分離。
剪板機工作原理及構造 剪板機常用來剪裁直線邊緣的板料毛坯。剪切工藝應能保證被剪板料剪切表麵的直線性和平行度要求,並盡量減少板材扭曲,以獲得高質量的工件。
剪板機屬於鍛壓機械中的一種,主要作用就是金屬加工行業。
安全操作規程
1、操作前要穿緊身防護服,袖口扣緊,上衣下擺不能敞開,不得在開動的機床旁穿、脫換衣服,或圍佈於身上,防止機器絞傷。必須戴好安全帽,辮子應放入帽內,不得穿裙子、拖鞋。
2、本機床操作人員必須熟悉液壓閘式剪板機刀片主要結構、性能和使用方法。
3、本機床適用於剪切材料厚度為機床額定值的各種鋼板、銅板、鋁板及非金屬材料板材,而且必須是無硬痕、焊渣、夾渣、焊縫的材料,不允許超厚度。
4、液壓閘式剪板機刀片的使用方法:
a、按照被剪材料的厚度,調整刀片的間隙。
b .根據被剪材料的寬度調整靠模或夾具。
C、機床操作前先作 1 — 3 次空行程,正常後才可實施剪切工作。
5、使用中如發現機器運行不正常,應立即切斷電源停機檢查。
6、調整機床時,必須切斷電源,移動工件時,應註意手的安全。
7、機床各部應經常保持潤滑,每班應由操作工加註潤滑油一次,每半年由機修工對滾動軸承部位加註潤滑油一次。
液壓閘式剪板機刀片的使用方法:
液壓閘式剪板機刀片在使用過程中可能產生如下的情況
開動液壓閘式剪板機刀片機器作空轉若乾循環,確保在正常情況下,試剪不同厚度板料,由薄至厚。確保用戶熟悉液壓閘式剪板機刀片性能。
試剪時不同板厚時必須調對不同刀片間隙。若不調對相應的刀片間隙,則影響刀片耐用度。
3液壓閘式剪板機刀片在剪切過程中打開壓力表開關,觀察油路壓力值,剪12mm板時壓力應小於20MPa。此遠程調壓閥No9,出廠時壓力調定20—22MPa,用戶必須遵守此規定,不得為剪超規定材料麵提高壓力,造成機器損壞。
操作時聲音平衡。液壓閘式剪板機刀片如有雜音,應停車檢查。
5液壓閘式剪板機刀片操作時油箱提高溫度<60度 超過時關機休息。
使用方法
開動剪板機機器作空轉若乾循環,確保在正常情況下,試剪不同厚度板料,由薄 至厚。確保用戶熟悉剪板機性能。
試剪時不同板厚時必須調對不同刀片間隙。若不調對相應的刀片間隙,則影響刀片耐用度。
剪板機在剪切過程中打開壓力表開關,觀察油路壓力值,剪12mm板時壓力應小
於20MPa。此遠程調壓閥No9,出廠時壓力調定20—22MPa,用戶必須遵守此
規定,不得為剪超規定材料麵提高壓力,造成機器損壞。
操作時聲音平衡。剪板機如有雜音,應停車檢查。
剪板機操作時油箱提高溫度<60度 超過時關機休息。
保養規程
剪板機刀片隻有良好的保養才能使其壽命長久,讓用戶用的更順心。剪板機刀片是屬於鍛壓機械中的一種,主要作用就是金屬加工行業。我們就說說剪板機刀片的保養方法。
1、嚴格按照操作規程進行操作。
2、每次開機前按潤滑圖表要求定時、fgbn1mh定點、定量加潤滑油,油應清潔無沉淀。
3、剪板機刀片必須經常保持清潔,未油漆的部分防銹油脂。
4、電動機軸承內的潤滑漾油要定期更換加註,並經常檢查電器部分工作是否正常安全可靠。
5、定期檢查剪板機刀片三角皮帶、手柄、旋鈕、按鍵是否損壞,剪板機刀片磨損嚴重的應及時更換,並報備件補充。
6、定期檢查修理開關、保險、手柄、保證其工作可靠。
7、每天下班前10分鐘,對機床加油潤滑及擦洗清潔機床。
8、嚴禁非指定人員操作該設備,平常必須做到人離機停。
9、根據板的厚度合理選擇剪板間隙。
10、板材不能沾有雜質硬物 。
11、避免剪裁焊接過舊板。
剪板機刀片所選材料共分三大類;碳結工具鋼、低合金工具、合金工具鋼等。
一:碳結工具鋼
碳結鋼一般選用65、75號鋼,T8、T10等材料,此材料生產的刀片熱處理硬度HRC57—59度范圍內,適用於普通低碳冷軋板、普通A3板材與廢料的回收剪切,此特點是成本低,產品價格適宜。
二:低合金工具
低合金工具鋼的刀片常用的材料為:6Crw2sI、Cr5,o、9CrSi、Cr12MoV等,刀片的熱處理硬度為HRC58—62度范圍內,專剪不銹鋼,適用於熱軋板、不銹鋼、中、厚板的剪切。
合金工具鋼
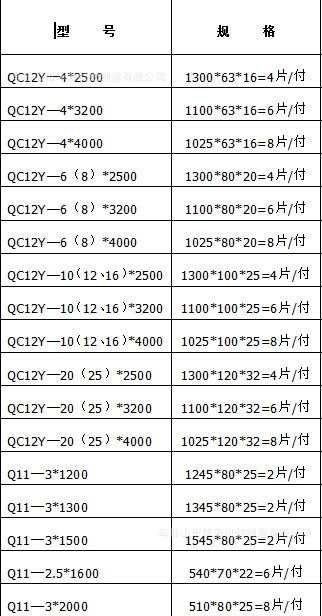
合金工具鋼的剪板機刀片材料有:4Cr5MoSiV1(H13K)、7Cr7Mo2V2Si9(LD)、W6Mo5Cr4V2(6542)H13:等。此種材料的刀片用於熱軋鋼坯,熱剪切中、厚鋼板等,此特點是抗高溫,不易退火,用天鋼廠的熱軋,熱剪切工藝。 剪板機刀標準參數



華海刀片生產工藝流程

1、 下料----根據客戶要求選擇材料。
2、 鍛打----鍛打主要是提高材質的密度。
3、 退火----使溫度下降,以便加工。
4、 精加工----主要是把材料加工成型。
5、 檢驗----檢驗產品是否與圖紙樣品一致。
6、 淬火----提高成型產品與材質相應的硬度。
7、 退火----為瞭增加產品耐磨性,必須長時間進行退火保溫。
8、 調質----主要是調質產品的平行度,以便加工。
9、 粗磨----把產品的各個表麵粗磨成型。
10、精磨----超精磨,平麵磨,提高產品的精確度,平行度。
11、檢驗----讓不合格的產品拒絕流入市場。
12、包裝----根據不同的產品進行不同的包裝

馬 鞍 山 市 華 海 機 械 制 造 有 限 公 司
Ma an shan shi Hua hai Machinery Manufacturing co., LTD
400銷售熱線:400-6166-337
網 址 : www.ahgxjx.com 【官網】
網 址 :http://ahgxjx.cn.alibaba.com
手 機 : 15955533596
電 話 : 0555-6765096
傳 真 : 0555-6765097
Q Q : 1628123568 、582212501
郵 箱 : [email protected]
華海機械訂購流程

華海機械售後服務
1、買傢收到貨物時,送貨員在場時,請查看包裹內刀片是否完好,再簽字,若簽完字,既表示刀片完好,若發現包裹內刀片有損壞,請及時向送貨員反應,驗收之後發生問題,本公司概不負責;謝謝配合。
2、華海機械7*24小時咨詢熱線:15955533596。針對您所需刃模產品的材質、技術要求、正確安裝、合理使用、修磨等相關問題,提供力所能及的建議,助您有效提高刀片模具的使用壽命。熱烈歡迎新老客戶來電咨詢,相信您會有意想不到的收獲!













