




主要生產:機器人自動焊機,機器人周邊自動焊接工作站,為客戶量身訂做各種型號的成套自動化焊接專機,各系列電焊機、逆變焊機、數字化電焊機共20個系列,56個品種的專用和通用焊接設備,其中有9個品種的自動焊接專機已填補國內空白並已申請國傢專利。產品整體性能已達到國內或國際領先水平,公司產品遍佈全國,遠銷歐美等國傢和地區並深受用戶的信賴和好評。產品廣泛應用於海洋工程、船舶制造、汽車制造、機械重工、鍋爐壓力容器、建築機械、鋼結構等諸多領域。
焊接過程的機械化和自動化,是近代焊接技術的一項重要發展。它不僅標志著更高的焊接生產效率和更好的焊接質量,而且還大大改善瞭生產勞動條件。手工電弧焊過程,主要的焊接動作是引燃電弧、送進焊條以維持一定的電弧長度、向前移動電弧和熄弧,如果這幾個動作都由機器來自動完成,則稱為自動焊。
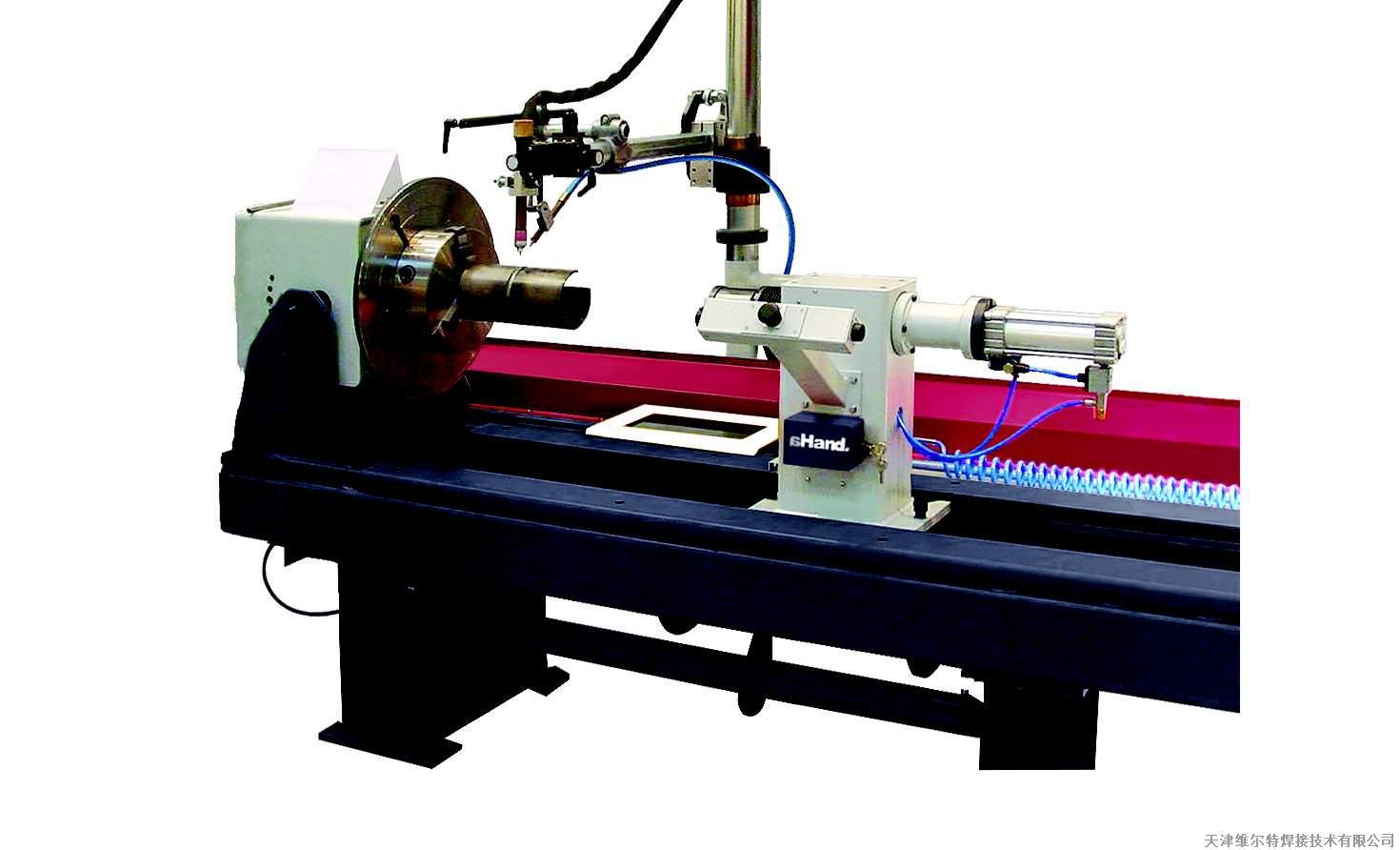
自動焊分為明弧和埋弧兩種。各種明弧自動焊,大約能提高生產效率兩倍左右,而埋弧自動焊可以提高生產效率5-10倍,埋弧自動焊簡稱為埋弧焊、自動焊。埋弧焊是利用焊劑層下的電弧,來加熱並熔化焊絲、周 圍的焊劑和母材,而進行焊接的一種工藝方法,又叫做焊劑層下電弧焊。即電弧在焊劑層下麵燃燒,自動焊機頭將焊絲自動送入電弧區,以保證選定的電弧長度,電 弧靠焊機的控制,均勻地向前移動,進行焊接作業。與手工電弧焊相比,埋弧焊有以下優點:
(1)生產效率高。埋弧焊可以使用較大的電流,電弧的穿透能力較強,焊縫熔深大。埋弧焊熱量集中,焊接速度快,生產效率比手工電弧焊提高5-10倍。
(2)焊接質量高而且穩定。焊接規范可自動控制調整,保持穩定。焊劑保護效果好,防止空氣對熔池金屬的侵害。加上電流大,熔池金屬與渣反應充分,使其成分均勻。埋弧焊焊縫金屬質量高,性能穩定,且外表成形美觀。
(3)節省材料和電能消耗。電弧在焊劑層下燃燒,熱量的散失減少,消耗的電能也就減少。另外,中薄板焊接時可以不開坡口,焊絲金屬沒有飛濺損失,沒有焊條頭,所以能節省大量焊接金屬材料。
(4)改善勞動條件,降低勞動強度。因為電弧在焊劑層下燃燒,焊接時看不見弧光,焊接煙霧也很小,所以,勞動條件得到很大的改善。
(5)由於埋弧焊焊接時,電弧區不可見,因此對接頭的加工和工件裝配要求嚴格。埋弧自動焊一般要求在平焊位置進行焊接,對於位置狹窄的焊縫及薄板焊縫,采用埋弧焊有一定的困難。
自動焊分為明弧和埋弧兩種。各種明弧自動焊,大約能提高生產效率兩倍左右,而埋弧自動焊可以提高生產效率5-10倍,埋弧自動焊簡稱為埋弧焊、自動焊。埋弧焊是利用焊劑層下的電弧,來加熱並熔化焊絲、周 圍的焊劑和母材,而進行焊接的一種工藝方法,又叫做焊劑層下電弧焊。即電弧在焊劑層下麵燃燒,自動焊機頭將焊絲自動送入電弧區,以保證選定的電弧長度,電 弧靠焊機的控制,均勻地向前移動,進行焊接作業。與手工電弧焊相比,埋弧焊有以下優點:
(1)生產效率高。埋弧焊可以使用較大的電流,電弧的穿透能力較強,焊縫熔深大。埋弧焊熱量集中,焊接速度快,生產效率比手工電弧焊提高5-10倍。
(2)焊接質量高而且穩定。焊接規范可自動控制調整,保持穩定。焊劑保護效果好,防止空氣對熔池金屬的侵害。加上電流大,熔池金屬與渣反應充分,使其成分均勻。埋弧焊焊縫金屬質量高,性能穩定,且外表成形美觀。
(3)節省材料和電能消耗。電弧在焊劑層下燃燒,熱量的散失減少,消耗的電能也就減少。另外,中薄板焊接時可以不開坡口,焊絲金屬沒有飛濺損失,沒有焊條頭,所以能節省大量焊接金屬材料。
(4)改善勞動條件,降低勞動強度。因為電弧在焊劑層下燃燒,焊接時看不見弧光,焊接煙霧也很小,所以,勞動條件得到很大的改善。
(5)由於埋弧焊焊接時,電弧區不可見,因此對接頭的加工和工件裝配要求嚴格。埋弧自動焊一般要求在平焊位置進行焊接,對於位置狹窄的焊縫及薄板焊縫,采用埋弧焊有一定的困難。
限於篇幅詳情咨詢18612780134




新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




