




高溫無鉛錫膏產品說明書
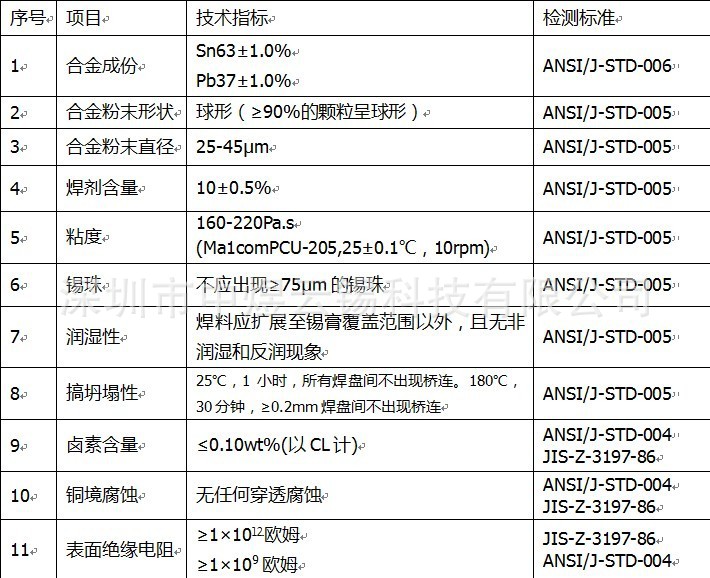
型號:ZY-601 合金:Sn63P37
回流曲線圖及工藝參數
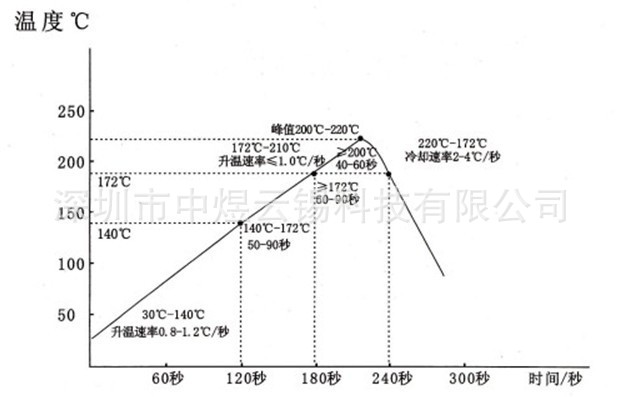
工藝參數及要求:
1、
推薦使用線性回流曲線,不建議使用非線性回流曲線。
2、
預熱段:從室溫30℃升溫至140℃,升溫速率控制在1.0-1.2℃/秒之間,尤其是從30℃至100℃,升溫速率最好控制在0.8-1.0℃/秒之間。
3、
恒溫段:從140℃至183℃(熔點),時間要控制在50-90秒之間,尤其不要超過100秒,否則會影響可焊性,可能會導致出現焊接不良(如虛焊等)的增多,或者可能會出現焊劑過多地堆積在焊點表麵而造成焊點暗淡無光澤。
4、
回流段:≥183℃以上的焊接時間控制在60-90秒,最好不應少於60秒,其中≥200℃的時間應不少於40-60秒,而且峰值溫度應不低於210-220℃,否則,會因熔融時間過短或溫度過低而導致焊接不良或上錫不飽滿。
物質安全資料表
MATERIAL SAFETY DATA SHEET
化學制品型號:ZY-601
助焊劑類型:RMA
材料成份和含量

2、
物理化學特性

健康急救措施
3 緊急處理急救措施
1、
皮膚接觸時,可用清水少肥皂清洗
2、
不慎觸及眼睛,可用清水沖洗15分鐘並送醫院處理
3、
吞食時,可喝1-2杯清水或稀牛奶,並誘發嘔吐和送醫。
4
化學反應特性
安定性 安定
應避免之狀況 避免陽光直射或高熱,避免接觸水汽、酸堿。
有害之聚合物 無。
分解燃燒 超過140℃有毒性
不相容物 避免與水汽、酸堿或氧化性東西接觸。
5、
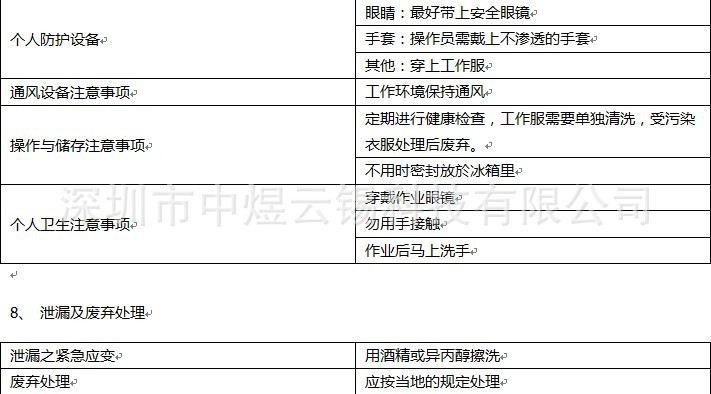
暴露預防措施
?


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。


