



鎳鐵鉻合金Incoloy825
材料牌號:Incoloy825
Incoloy825是鈦穩定化處理的全奧氏體鎳鐵鉻合金,並添加瞭銅和鉬。
Incoloy825具有以下特性:
好的耐應力腐蝕開裂性能。
好的耐點腐蝕和縫隙腐蝕性能
很好的抗氧化性和非氧化性熱酸性能
在室溫和高達550℃的高溫時都具有很好的機械性能
具有制造溫度達450℃的壓力容器的認證
Incoloy825化學成分:
| 鎳 | 鉻 | 鐵 | 碳 | 錳 | 矽 | 銅 | 鉬 | 鋁 | 鈦 | 磷 | 硫 |
min | 38 | 19.5 | 餘量 |
|
|
| 1.5 | 2.5 |
| 0.6 |
|
|
max | 46 | 23.5 | 0.025 | 1.0 | 0.5 | 3.0 | 3.5 | 0.2 | 1.2 | 0.02 | 0.01 |
Incoloy825物理性能:
密度:ρ=8.1g/cm3
熔化溫度范圍:1370~1400℃
溫度℃ | 比熱容J/Kg K | 熱導率W/mK | 電阻率μΩcm | 彈性模量KN/mm2 | 熱膨脹系數10-6/K |
20 | 440 | 10.8 | 112 | 195 |
|
100 | 462 | 12.4 | 114 | 190 | 14.1 |
200 | 488 | 14.1 | 118 | 185 | 14.9 |
300 | 514 | 15.6 | 120 | 179 | 15.2 |
400 | 540 | 16.9 | 124 | 174 | 15.6 |
500 | 565 | 18.3 | 126 | 168 | 15.8 |
600 | 590 | 19.6 | 126 | 161 | 16.0 |
700 | 615 | 21.0 | 127 | 154 | 16.7 |
800 | 655 | 23.2 | 128 | 142 | 17.2 |
900 | 680 | 25.7 | 129 | 130 | 17.6 |
1000 | 710 | 28.1 | 130 | 119 | 17.9 |
Incoloy825機械性能:
下表中所列性質適用於Incoloy825合金的指定規格產品軟化退火(穩定化退火)後的情況。非標準尺寸材料的特殊性能可以根據特定應用場合的要求提供。
室溫機械性能(最小值)
產品 | 規格 | 屈服強度 RP0.2 N/mm2 | 屈服強度 RP1.0 N/mm2 | 抗拉強度 Rm N/mm2 | 延伸率 A50% | 佈氏硬度 HB |
薄板帶材/冷軋 板材/熱軋 | 0.5-6.4 | 240
| 265 | 585 | 30 | <=200 |
5-100 | 135-165 | |||||
棒材 冷加工 熱加工 | 1.6-64 |
| ||||
25-100 | ||||||
>100-240 | 220 | 250 | 550 | 35 | ||
管材 冷加工 熱加工 | 64-240 | 180 | - | 530 | 30 | - |
5-100 | 240
| 265 | 585 | 30 | ||
冷凝和熱交換器 | 16-76 |
高溫機械性能(最小值)
產品 | 屈服強度RP0.2 N/mm2 | 屈服強度RP1.0 N/mm2 | ||||||||
溫度℃ | 100 | 200 | 300 | 400 | 450 | 100 | 200 | 300 | 400 | 450 |
板、帶、管 | 205 | 180 | 170 | 160 | 155 | 235 | 205 | 195 | 185 | 180 |
棒 | 190 | 165 | 155 | 145 | 140 | 220 | 190 | 180 | 170 | 165 |
Incoloy825 ISO V型缺口沖擊試驗:
室溫平均值:軸向>=150J/cm2
徑向>=100J/cm2
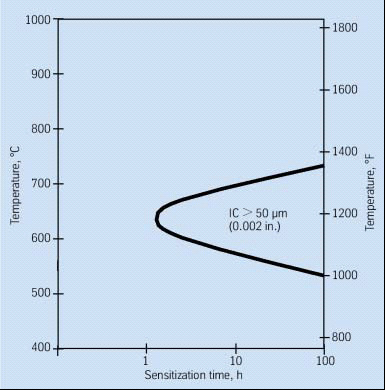
時間-溫度-敏化曲線
Incoloy825條件應力值:
達到90%屈服強度的高條件應力值可應用於允許略大一點變形量的應用場合。這些應力引起的永久應力會導致尺寸的變化,因此不推薦用於法蘭和密封墊圈連接件。
Incoloy825金相結構:
Incoloy825合金具有穩定的麵心立方結構。化學成分和恰當的熱處理保證瞭耐腐蝕性不受敏化性的削弱。
Incoloy825耐腐蝕性:
Incoloy825是一種通用的工程合金,在氧化和還原環境下都具有抗酸和堿金屬腐蝕性能。
高鎳成份使合金具有有效的抗應力腐蝕開裂性。
在各種介質中的耐腐蝕性都很好,如硫酸、磷酸、硝酸和有機酸,堿金屬如氫氧化鈉、氫氧化鉀和鹽酸溶液。
Incoloy825較高的綜合性能表現在腐蝕介質多樣的核燃燒溶解器中,如硫酸、硝酸和氫氧化鈉都在同一個設備中處理。
Incoloy825應用范圍:
Incoloy825廣泛應用於各種使用溫度不超過550℃的工業領域。
典型應用為:
硫酸酸洗工廠用的加熱管、容器、筐及鏈等。
海水冷卻熱交換器、海洋產品管道系統、酸性氣體環境管道。
磷酸生產中的熱交換器、蒸發器、洗滌、浸漬管等。
石油精煉中的空氣熱交換器
食品工程
化工流程
高壓氧氣應用的阻燃合金。
Incoloy825加工和熱處理
Incoloy825合金在一般的工業過程中都易於加工。
Incoloy825預熱:
溫度控制對於保證合金的耐腐蝕性能不受敏化性的削弱非常重要。工件在加熱之前和加熱過程中都必須進行表麵清理,保持表麵清潔。
若加熱環境含有硫、磷、鉛或其他低熔點金屬,Nicrofer 6023/6023H合金將變脆。雜質來源於做標記的油漆、粉筆、潤滑油、水、燃料等。燃料的硫含量要低,如液化氣和天然氣的雜質含量要低於0.1%,城市煤氣的硫含量要低於0.25g/m3,石油氣的硫含量低於0.5%是理想的。
熱處理最好在真空電阻爐或惰性氣體保護氣氛中進行,因為這樣可以控溫精確並且不受雜質污染。若燃氣的雜質含量較低時也可考慮使用燃氣加熱爐,這樣可以得到中性或弱氧化性的氣氛。應避免爐氣成分在氧化性和還原性中波動,燃燒火焰不能直接燒向工件。
Incoloy825熱加工:
Incoloy825合金合適的熱加工溫度為1150-900℃,冷卻方式可以是水淬或快速空冷。
熱加工時,工件可以直接送入已經到溫的爐子。爐子到溫後,材料的保溫時間為每100mm厚度60分鐘。保溫到規定的時間後立即出爐,在規定的溫度范圍內加工。如果金屬的溫度降到最低加工溫度以下,應再次加熱。
熱加工後應及時退火以保證得到最佳的耐腐蝕性能和適合的晶體結構。
Incoloy825冷加工:
冷加工應在固溶處理後進行,Incoloy825的加工硬化率和奧氏體不銹鋼接近,因此加工設備應作相應調整。
在冷加工量較大時應有中間退火過程。當最終冷變形量大於15%時需要最終穩定化處理。
Incoloy825熱處理:
軟化退火或穩定化處理的溫度范圍是920-980℃,最合適為940±10℃。
對於厚度大於1.5mm 的工件推薦采用水淬或快速空冷以得到最大的抗蠕變性。
在任何熱處理過程中,都要註意前麵提到的關於保持清潔的事項。
Incoloy825打磨和酸洗:
在Incoloy825工件焊縫附近的氧化物要比不銹鋼的更難以去除,需要用細砂帶或砂輪打磨。為保持金屬的光澤,打磨時要非常小心。
在硝酸和氫氟酸的混合酸中酸洗之前,也要用砂紙去除氧化物或進行鹽浴預處理。酸洗的時間尤其要註意。
Incoloy825機加工:
Incoloy825的機加工需在固溶處理後進行,要考慮到材料的加工硬化性,與奧氏體不銹鋼不同的是,需要采用低表麵切削速度和重進刀量。
Incoloy825焊接:
在對鎳基合金進行焊接時,應遵循以下規程:
1.工作場地
工作場地應單獨分開或與碳鋼的加工區域有足夠遠的距離,盡可能保持清潔,設有隔板並避免兩區域間通風。
2.工作服和輔助用品
應佩戴乾凈的細紋皮手套,穿著乾凈的工作服。
3.工具和機器設備
應該有鎳基合金和鎳鉻鋼的專用工具,鋼絲刷應采用不銹鋼材料制成,機器設備如剪切機、沖床、軋機等應該蓋上氈、紙板或塑料紙以防鐵碳金屬掉在機器表麵而使加工材料粘上,導致腐蝕。
Incoloy825清理:
去除氧化皮、油污和各種標記印痕,並用丙酮對焊接區域的基體金屬和填充合金(如焊條)進行清潔,註意不能使用三氯乙烯TRI、全氯乙烯PER 和四氯化物TETRA。
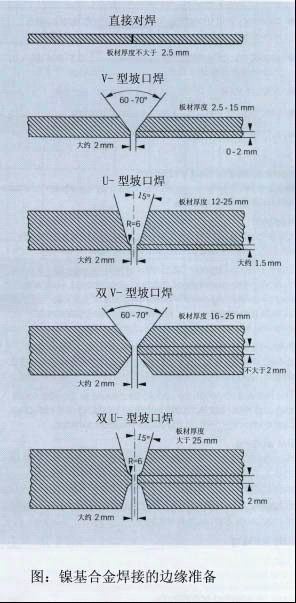
Incoloy825邊緣準備:
最好采用機加工,如車、銑、刨,也可以進行等離子切割,若采用後者,切割邊緣(焊接麵)一定要研磨乾凈平整,允許不過熱的精磨。焊縫兩邊的母材約25mm 寬度的區域要打磨至露出光亮金屬。
Incoloy825坡口角度:
與碳鋼相比,鎳基合金和特種不銹鋼的物理性能特點主要是低的熱導率和高的膨脹系數,這些特性都要在焊接坡口準備時予以考慮,包括加寬底部間隙(1~3mm),同時由於熔融金屬的粘滯性,在對接焊時應采用更大的坡口角度(60~70°)以抵消材料的收縮。
Incoloy825起弧:
不能在工件表麵起弧,應在焊接麵起弧,以防起弧點導致腐蝕。
Incoloy825焊接工藝:
Incoloy825適合采用任何傳統焊接工藝與同種材料或其他金屬焊接,如鎢電療惰性氣體保護焊、等離子弧焊、手工亞弧焊、金屬極惰性氣體保護焊、熔化極惰性氣體保護焊,其中脈沖電弧焊是首選方案。在采用手工電弧焊時,推薦使用(Ar+He+H2+CO2)多種成份混合的保護氣體。
Incoloy825的焊接必須在退火態進行,並使用不銹鋼絲刷清理乾凈污漬、粉塵和各種記號。在焊縫根部焊接時,為得到最佳的根部焊縫質量,操作必須非常小心(氬氣99.99),這樣在根部焊接完後焊縫就不產生氧化物。焊接熱影響區產生的顏色要在焊縫區域未冷卻時用不銹鋼刷刷去。
Incoloy825填充金屬:
對於氣體保護焊接工藝,推薦采用以下的填充金屬
金屬焊條:
Nicrofer S 6020-FM625
材料號2.4831
SG- NiCr21Mo9Nb
AWS A5.14: ERNiCrMo-3
藥皮焊條:
材料號2.4621
EL- NiCr20Mo9Nb
AWS A5.11: ENiCrMo-3
Incoloy825焊接參數及影響(熱輸入量):
焊接操作應在熱量輸入表規定的低熱量輸入下進行,采用疊珠焊縫技術,層間溫度不超過120℃,必須遵守焊接規范。
熱量的輸入Q 按下麵的公式計算:
U=弧電壓,伏特
I=焊接電流,安培
V=焊接速度,厘米/分鐘。
Incoloy825焊後處理(酸洗、刷除氧化物及熱處理):
焊接後應立即用不銹鋼絲刷刷除氧化物,也就是說,在金屬還沒有產生焊接色的時候就刷,這樣可以得到理想的表麵質量而不需要酸洗。
若沒有特別要求或規定,酸洗通常是焊接中的最後一道工序,請參考去氧化皮及酸洗一節。
焊接前後均不需要熱處理。
單位長度的熱量輸入(指導值)
焊接工藝 | 單位長度的熱量輸入kJ/cm | 焊接工藝 | 單位長度的熱量輸入kJ/cm |
GTAW,手工/全機械化 | ≤ 10 | MIG/MAG,手工/全機械化 | ≤ 11 |
熱絲GTAW | ≤ 6 | 手工電弧焊(SMAW) | ≤ 7 |
等離子弧 | ≤ 10 |
|
|






批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。