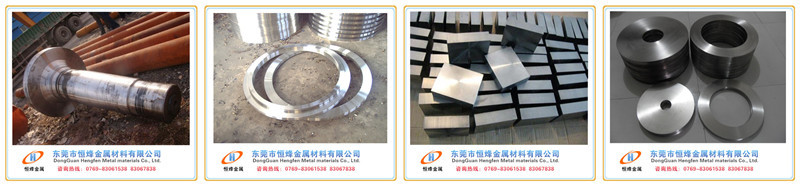
產品名稱:耐熱耐高溫優質電爐H13鍛件模具鋼(國標/撫順)
產品規格:專業鍛打:毛胚圓環、毛胚鍛打板、毛胚鍛打圓鋼、毛胚鍛打法蘭、毛胚鍛打錠,可來圖紙加工訂做加工,13532601986
交貨狀態:硬度 :退火≤235HBS
理論重量表:(單位:0.00000785%密度)
毛胚尺寸:毛胚鍛打出尺寸:在客戶提供的精準尺寸前提下,鍛打出材料會有正常公差范圍6~8個mm左右正差以保證客戶產品足夠尺寸加工成品。


模具簡介:
H13是熱作模具鋼,執行標準GB/T1299—2000。 統一數字代號T20502;牌號4Cr5MoSiV1;合金工具鋼簡稱合工鋼,是在碳工鋼的基礎上加入合金元素而形成的鋼種。其中合工鋼包括:量具刃具用鋼、耐沖擊工具用鋼、冷作模具鋼、熱作模具鋼、無磁模具鋼、塑料模具鋼。
化學成分:
| C | Si | Mn | Cr | V | Mo | P | S |
0.32~0.45 | 0.80~1.20 | 0.20~0.50 | 4.75~5.50 | 0.80~1.20 | 1.10~1.75 | ≤0.030 | ≤0.030 |
模具特性:
電渣重熔鋼,該鋼具有高的淬透性和抗熱裂能力,該鋼含有較高含量的碳和釩,耐磨性好,韌性相對有所減弱,具有良好的耐熱性,在較高溫度時具有較好的強度和硬度,高的耐磨性的韌性,優良的綜合力學性能和較高的抗回火穩定性。
熱處理工藝:
1.預先熱處理 市場上供應的H13鋼鋼材和模坯,在鋼廠都已作好退火熱處理,保證瞭具有良好的金相組織,適當的硬度,良好的加工性,無需再進行退火。但制造廠進行改鍛後破壞瞭原來的組織和性能,增加瞭鍛造應力,必須進行重新退火。
等溫球化退火工藝為:860~890℃加熱保溫2h,降溫到740~760℃等溫4h,爐冷到500℃左右出爐。
2.淬火及回火 要求韌性好的模具淬火工藝規范:加熱溫度1020~1050℃,油冷或空冷,硬度54~58HRC;要求熱硬性為主的模具淬火工藝規范、加熱溫度1050~1080℃,油冷,硬度56~58HRC。
推薦回火溫度:530~560℃,硬度48~52HRC;回火溫度560~580℃;硬度47~49HRC。
回火應進行兩次。在500℃回火時,出現回火二次硬化峰,回火硬度最高,峰值在55HRC左右,但韌性最差。因此,回火工藝應避開500℃左右為宜。根據模具的使用需要,在540~620℃范圍內回火較好。
淬火加熱應進行兩次預熱(600~650℃,800~850℃),以減少加熱過程產生熱應力。
3.化學熱處理 H13鋼若進行氣體滲氮或氮碳共滲可使模具進一步強化,但其氮化溫度不應高於回火溫度,以保證心部強度不降低,從而提高模具的使用壽命。
熱處理:
(交貨狀態:佈氏硬度HBW10/3000(小於等於235))
淬火:790度±15度預熱
1000度(鹽浴)或1010度(爐控氣氛)±6度加熱
保溫5~15min空冷
550度±6度回火退火、熱加工;
模具用途:
用於制造沖擊載荷大的鍛模,熱擠壓模,精鍛模;鋁、銅及其合金壓鑄模。

新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。