



全國最嚴的品控程序,線條全部過1.85mm的噴嘴管,保證線材萬無一失
相信很多廠傢都可以做到 諸如在線測徑機檢測、人工目測和手工檢測,但遠遠還不夠,如果在線生產檢驗發現不正常時,機器如何能停下來?
一般測徑機是0.2秒掃描一次顯示出數據,而對於隻有2mm的雜質在線條上通過時間隻有0.002秒,即使機器能掃出這個“意外”數值,人也反應不過來,而要求一個工人24小時眼睛不眨的對著測徑機更是不可能,所以線條上有偶然的雜質、凸點幾乎監測不到。而我們使用3D打印機時,每個”意外“點都可能導致堵死噴嘴。
所以我們獨傢推出,所有線條必須經過1.85mm的噴嘴管來預防雜質和凸點。經過測試我們發現,雜質一般與材料不相溶,絕大多數會跑到線材表麵,哪怕是一點點,經過我們自制的噴嘴管時也會被檢測出,線材由於受拉力和慣性影響會馬上斷開,以避免這類雜質凸點影響和堵死3D打印機噴嘴。 我們從生產線上先做出10公斤的大卷線材,再分裝成1公斤,如下圖

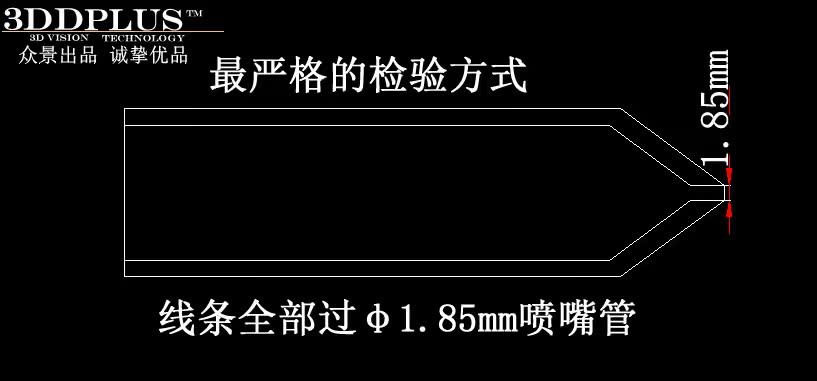
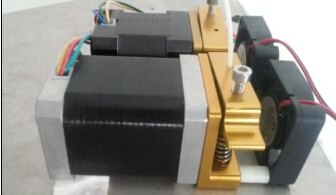
使用的1.85mm噴嘴管如下圖所示:
因為我們采用最嚴格的方式,所以我們敢承諾,
在正常使用3D打印機情況下,如果遇到雜質或凸點導致堵噴嘴,我們承擔來回運費,不管您這一卷用瞭多少,不管是用瞭1%或者是99%,我們一樣賠付您一卷!!
我們是專業的生產和制造商,在行業內已經積累多年,對於您提出的任何問題和使用難點都可以逐一完美解答!我們有一批材料專業畢業多年的高級管理層指導方向,在材料選材、配方設計和機器配合上,我們都可以給予您專業的指導和使用建議。



使用建議:
1)底板不需要加熱,貼美紋貼紙 或玻璃板;
2)打印速度 75-85, 不建議使用過快的打印速度;
3)層厚0.25或以上, 不建議使用過小的層厚,機器負荷過重;
4)建議使用帶彈簧夾緊,喉管帶鐵氟龍隔熱,隻有PLA線條在加熱熔化段才會受熱,其他不熔化的部分盡量不受熱或有很好的冷卻設置,PLA線條則不會結晶變硬或者受熱軟化粘附在喉管上導致擠壓不出材料;
5)每隔一段時間要維護清理噴嘴,清理殘餘燒焦碳化的顆粒。

歷盡多年,我們一直不懈努力在改進和更新PLA配方,力求能使其更適合更多的不同機器。
PLA屬於結晶型材料,其剛度接近甚至超過亞克力和PC,正是因為其高剛度、高硬度並且還有吸熱結晶,使其在3D打印機擠出時會頻繁出現卡死的現象。一般PLA在58℃和110℃有2個結晶吸熱峰,在這2個溫度的小區間內PLA結晶,剛度和硬度急劇提高。通常是3D打印機擠出PLA時稍有停頓或多次回縮,PLA在吸熱狀態下即會結晶。
我們發現此特點而進行改進,從化學和物理方法減少和降低PLA的結晶取向,破壞其界麵的排佈。
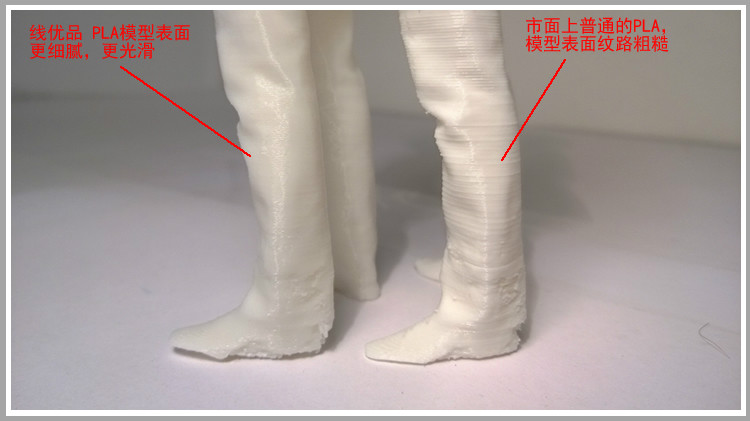
選用我們的PLA,會使得您使用時更少的堵噴嘴的可能性,使用全程更加流暢!



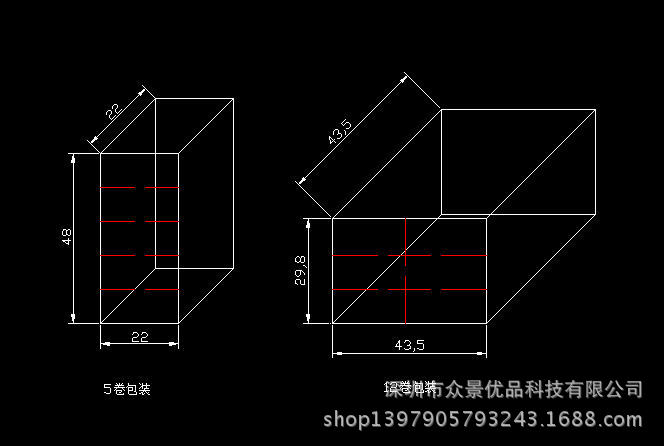
紙箱包裝,分別有5卷裝和12卷裝,尺寸分別為22*22*48cm,43.5*43.5*29.5cm
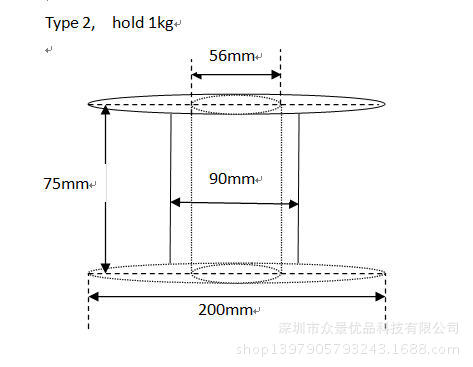
膠盤包裝標準軸孔56mm,可方便用在makerbot的機器holder上,尺寸200*75*56mm



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
