



本公司專業制造各類異型材擠出模具


隨著化學建材的大力發展,共擠的PVC異型材產品越來越多。雙色共擠PVC異型材,新料與回收料共擠PVC異型材,將密封條直接共擠在異型材上的軟硬共擠PVC異型材,芯部鋼襯與PVC微發泡外層共擠PVC異型材,這些共擠產品近期在化學建材傢族中脫穎而出,成為市場十分受歡迎的產品,擁有這些共擠產品發展勢頭強勁,特別是華北地區,共擠產品十分俏銷。本公司去年和今年上半年又給華北地區幾傢客戶制作完成近三十套共擠模具,完全符合要求,已交付生產使用。
本文舉例介紹我公司給保定瑞馳塑業有限公司制作的軟硬共擠PVC異型材模具的設計、調試重點以及異型材的生產工藝。
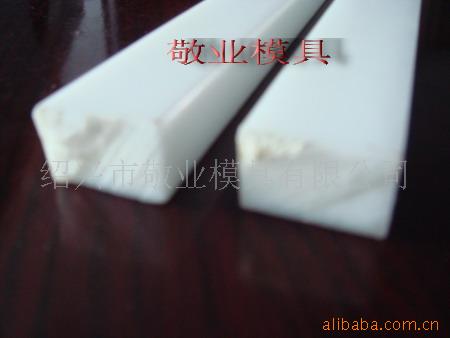
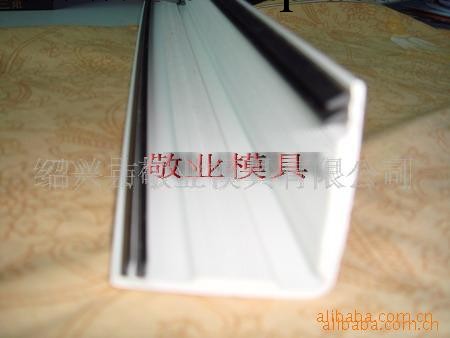
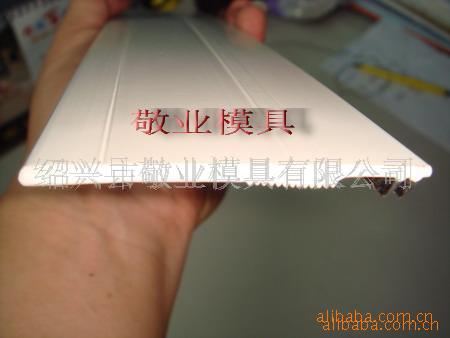
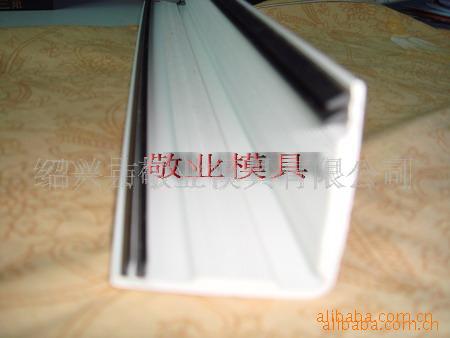
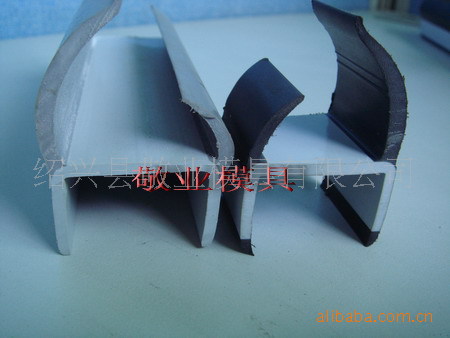
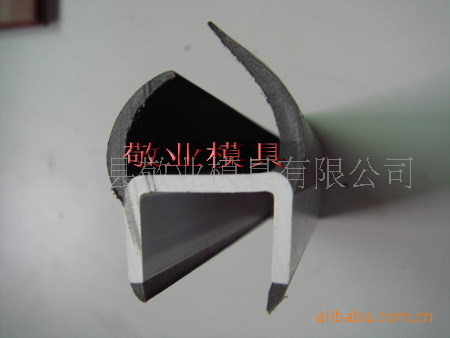
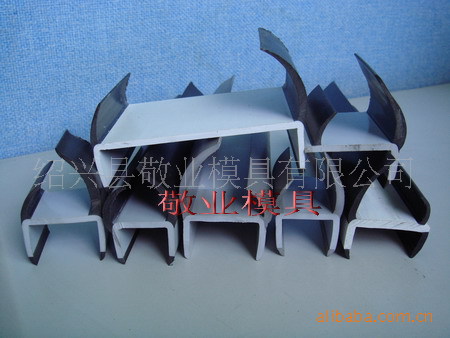
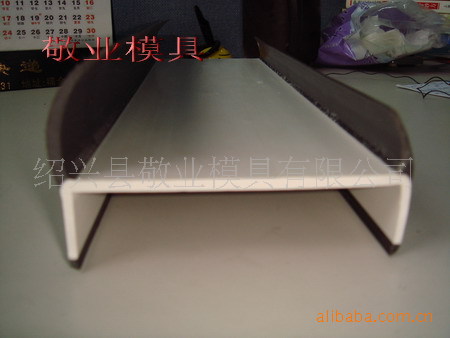
二、PVC軟硬共擠型材產品圖例
軟硬共擠窗扇產品如圖1所示:
3、共擠聯接頭的設計
共擠聯接頭是聯主機和共擠機的紐帶,簡稱共擠頭,其一端與共擠出聯接,另一端與模頭聯接。一般α角小於60℃,L的長度不宜長,一般在40~100mm之間選取。L過長,會造成SPVC熔體阻力過大,物料停滯時間過長而分解,L過短,會造成SPVC熔體塑化不良而影響生產和產品質量。圖4是共擠聯結頭簡圖。
四、模具調試
先將軟硬共擠PVC異型材模具在不考慮軟質共擠的情況下,按平時調試普通PVC異型材模具調試方法進行調試,當普通PVC異型材的外形和尺寸接近圖紙和標準要求時,再打開共擠機看軟質部分機頭出料情況和定型模通過情況,由於SPVC熔體在機頭內流動性非常好,模具制作時機頭流道尺寸,包括流道走向、分流、分流設計的流道的長短、板板之間接口的幾何形狀、尺寸等與設計略有區別,致使SPVC出料可能出現兩股(壓條是四股)SPVC料坯長短比例與產品圖對應的尺寸比例差別稍大,此時SPVC料坯長短尺寸就成修正模頭的依據。
機頭內軟硬共流體流道的長度對軟硬共擠產品的撕裂強度有著直接的關系,本人認為這種關系比軟硬各部分的接合表麵積與撕裂強度的關系還要密切,但軟硬共流體流道的長度又受兩熔體在機頭內互不竄位的限制,因此修模時要根據經驗謹慎把握,否則會功虧一簣。
在定型模中軟質PVC型坯是不宜用真空定型的,因為軟質與硬質的熱熔體從接合麵處容易撕裂或堵模,那麼SPVC型坯靠什麼定型呢?這就是要在定型模入口處加上一個淋水裝置,讓冷卻水能連續均勻地淋在SPVC型坯表麵,使其表麵產生一層硬化層,然後進入定型模,在定型模型腔冷卻定型。當然若不要淋水裝置,就必須在定型模入口部分作一些處理,使SPVC料坯不堵模、不撕裂而又能較好地冷卻定型。
SPVC部分的定型模型腔不宜緊,否則SPVC料坯就通過不瞭,即使暫時通過瞭,若整個生產線稍有一個因素波動,也容易造成堵模,這時必須放大定型模中SPVC料坯通過部分的型腔尺寸,才能解決。
五、共擠產品的生產
說實在的,軟硬共擠PVC異型材的生產比普通PVC異型材的生產要麻煩一些。普通PVC異型材生產的系統性非常強,正常生產對整個生產線和工藝的持續穩定性要求很嚴格,增加瞭SPVC共擠後,主機和共擠機的協調穩定,牽引與主機的持續穩定必須嚴格保證,系統中哪個因素波動都會影響生產的正常。從另一角度講,這也對操作人員的素質提出瞭更高的要求。
以ST60扇生產工藝為例
原料:
HPVC型材用復合穩定體系乾混粉料。
SPVC共擠部分用購買橡膠改性粒料。
設備:
主機為SJSZ-60雙螺桿擠出生產線。
共擠機為SJ45×20單螺桿擠出機。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。