江都區聚峰氣動件廠南靠長江,北臨啟鐵路,京滬高速穿境而過,與揚泰機場相毗鄰,專業生產銷售各種氣彈簧,支撐桿,座椅減震器,阻尼器,緩沖器,座椅調角器,拉伸氣彈簧,可鎖氣彈簧,可調力氣彈簧。
本公司產品通過I S O 9001:2000國際質量體系認證,符合國傢產品質量標準。
完善的質量保證體系及售前售後服務體系:本著質量第一,信譽第一的宗旨,真誠為客戶提供最優良的品質,最優質的服務,歡迎來電來函洽談業務,熱忱為用戶提供售前咨詢和售後跟蹤服務,產品實行質量“三包”。讓客戶買得開心,用得放心。
氣彈簧的用途
利用密閉容器中空氣的可壓縮性制成的彈簧。它的變形與載荷荷關系特性線為曲線,可根據需要進行設計計。空氣彈簧能在任何載荷作用下保持自振頻率不變,能同時承受徑向和軸向載荷,也能傳遞一定的扭矩,通過調整內部壓力可獲得不同的承載能力。空氣彈簧的結構形式很多,有囊式和膜式等,常用於車輛的懸架和機械設備的防振系統。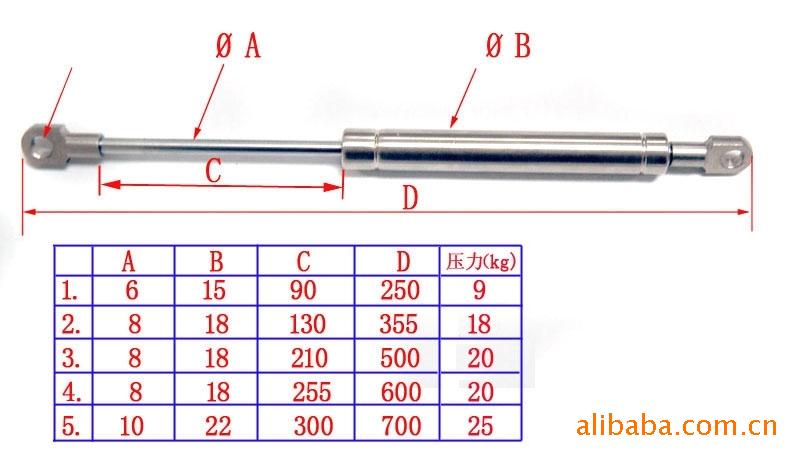
附加說明:
汽車用普通氣彈簧 1、主題內容與適用范圍
本標準規定瞭汽車用普通氣彈簧的術語、技術要求、試驗方法、檢驗規則、 標志、包裝、運輸和貯存。
本標準適用於汽車用各種規格的固定行程普通氣彈簧(以下簡稱氣彈簧), 其他機械用氣彈簧可參照采用。 2、引用標準
GB 191 包裝儲運圖示標志
GB 1740 漆膜耐濕熱測定法
GB 2828 逐批檢查計數抽樣程序及抽樣表(適用於生產連續批的檢查)
GB 2829 周期檢查計數抽樣程序及抽樣表(適用於生產穩定性的檢查)
GB 6458 金屬覆蓋層中性鹽霧試驗(NSS試驗)
GB 6461 金屬覆蓋層對底材為陰極的覆蓋層腐蝕試驗後的電鍍試樣的評級
QC/T 29087 汽車焊接加工零件未註公差尺寸的極限偏差 3、術語
3.1 氣彈簧
是指由一個密閉缸筒和可以在缸筒內滑動的活塞組件及活塞桿組成的以壓縮氣體為貯能介質的 機構。
3.2 一個循環
是指氣彈簧活塞桿在圖樣規定的行程內往返一次。
3.3 動態內阻(G)
指活塞桿在圖樣規定的行程內做往返運動時,所產生的動態摩擦力。 4、技術要求
4.1 一般要求
4.1.1 氣彈簧應符合本標準規定,並按照經規定程序批準的圖樣及技術文件制造。
4.1.2 氣彈簧的安裝長度公差應符合QC/T29087的A級。
4.1.3 氣彈簧的外形應光潔、平整,沒有毛刺。
4.1.4 氣彈簧活塞桿的鍍層應均勻,不允許存在可見的裂紋、起泡、麻點、起層等缺陷。
4.1.5 除活塞桿外的其它零件鍍層應均勻: 不允許存在局部無鍍層、明顯的裂紋、起泡、粗糙等 缺陷。
4.1.6 氣彈簧的塗覆層應均勻,不允許存在露底、起皺、起泡、剝落等缺陷。
4.1.7 工作溫度范圍:一40℃~80℃。
4.2 力學性能
4.2.1 氣彈簧按5.1試驗時,其力一位移曲線如圖1所示。力的標稱值應符合 圖樣規定,力的標稱 值極限偏差應符合表1規定。 
4.2.2 氣彈簧的活塞桿進行往復運動時,其動態內阻G應符合圖樣規定,不允許出現卡滯和明顯的 振動。
4.3 氣密性能
氣彈簧按5.2試驗後力初始值的變化率應不大於8%。
4.4 耐久性
氣彈簧按5.3試驗後力初始值的變化率應不大於8%。
4.5 耐腐蝕性
氣彈簧按5.4試驗後,氣彈簧的鍍層應符合GB6461中第5.2條b的規定,氣彈簧的塗覆層應符 合GB1740中一級的規定。
4.6 抗拉強度
氣彈簧整體的抗拉強度應符合表2的規定,按5.5試驗後各連接件不應有斷裂或脫落現象,其 力學性能應符合表1的規定。 5、試驗方法
5.1 力學性能試驗
試驗條件:溫度20±2℃,放置4h後進行測量,測試速度為500 mm/min。
試驗方法:將氣彈簧的活塞桿朝下垂直裝夾於試驗機上,進行不少於3個循 環的運行,同時觀察氣彈簧活塞桿有無卡滯或明顯的振動。如無異常,則開始測 量並記錄力一位移曲線,各點F力按下述方法測量:
按圖樣規定的L距離壓縮氣彈簧活塞桿到a點,停留3s;記錄F3力的數值。
壓縮氣彈簧活塞桿到b點,停留3s;記錄F4力的數值。
氣彈簧活塞桿伸張到c點,停留3s;記錄F2力的數值。
氣彈簧活塞桿伸張到d點,停留3s;記錄F1力的數值。 
5.2 氣密性能試驗
將氣彈簧放置在80±2°C的高溫試驗箱中,保溫4h後移置至20±2℃下保溫2h,再將其置於一40±2°C的低溫試驗箱中,保溫4h後移置至20±2℃下保溫2h。進行2次高、低溫試驗後,再按5.1測試其力學性能。
5.3 耐久性試驗
氣彈簧按實際裝車狀態裝於試驗機上,以4~6次/min的頻率連續均勻地進行25000次循環。每循環2500次,按5.1進行測試並記錄。
5.4 耐腐蝕性試驗
氣彈簧的活塞桿處於圖樣規定的最小壓縮狀態下,按GB 6458的規定進行48h的試驗,試驗後檢查4.5耐腐蝕性。
5.5 抗拉強度試驗
將氣彈簧的兩端連接部位固定在試驗機上,施加4.6規定的拉力試驗。試驗後,按5.1測試其力學性能。 6、檢驗規則
6.1 氣彈簧應經制造廠檢驗部門檢驗合格後方可出廠。
6.2 氣彈簧必須成批提交檢驗,檢驗分逐批檢查(出廠檢驗)和周期檢查(型 式檢驗),當需方有特殊要求時,檢驗規則由供需雙方商定。
6.3 逐批檢查
6.3.1 氣彈簧的逐批檢查按GB 2828的規定進行。抽樣方案類型采用一次抽樣,抽樣方案按正常檢查方案,其檢查分類、檢查項目、合格質量水平和檢查水平
按表3規定。 
6.4 周期檢查
6.4.1 氣彈簧在有下列情況之一時,一般應進行周期檢查;
a.新產品投產前;
b.正常生產中的產品,每年不少於一次;
c.間隔一年以上再投產時;
d.在設計、工藝或材料有重大改變時。
6.4.2 周期檢查應按GB 2829的規定進行。
6.4.3 周期檢查前應先進行逐批檢查,從逐批檢查合格的批中抽取樣本進行周期檢查。抽取9隻樣件,分3組,每組各3隻,按下列順序進行檢查。
a.第一組檢查4.3,4.5,按5.2,5.4進行試驗;
b.第二組檢查4.4,按5.3進行試驗;
c.第三組檢查4.6,按5.5進行試驗。
6.4.4 氣彈簧的周期檢查采用一次抽樣方案,判別水平、檢查分類、檢查項 目、判定數組和不合格質量水平按表4規定。
6.4.5 周期檢查,必須是本周期內所有試驗組周期檢查都合格,否則就認為 周期檢查不合格。 
7、標志、包裝、貯存和運輸
7。1 每隻氣彈簧都應具有制造廠銘牌,銘牌上應標明:
a.制造廠名稱;
b.產品名稱;
c.產品型號;
d.工作行程和標稱力;
e.出廠日期。
7.2 氣彈簧的包裝箱上應標明:
a.制造廠名稱和廠址;
b.產品型號和產品名稱;
c.重量;
d.外形尺寸;
e.產品數量;
f.出廠日期調
g.本標準代號;
h.包裝箱上的儲運圖示標志應符合GB191的規定。
7.3 包裝箱內應有檢驗合格證,合格證上應標明:
a.制造廠名稱;
b.產品名稱和產品型號;
c.檢驗員代號;
d.檢驗日期。
7.4 運輸要求按訂貨合同規定。
7.5 包裝好的氣彈簧應貯存在相對濕度小於等於80%、無腐蝕性氣體且通風良 好的室內。
本標準由機械工業部汽車工業司提出。
本標準由全國汽車標準化技術委員會歸口。
本標準由長春汽車研究所和北京醫療設備四廠負責起草
阻尼器,座椅用角調器

小型氣彈簧

傢俱櫥櫃用氣彈簧

機械設備用氣彈簧支撐桿


聯系我們
公司名稱 | 江都區聚峰氣動件廠 |
公司地址 | 江都區大橋鎮昌松振昌路25號 |
電 話 | 0514-86488208 |
聯 系 人 | 劉峰 |
手 機 | 13801442159 |


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。