- 產品信息:
- 名稱:冰箱外殼噴粉烘乾線
- 品牌:佛山優爾客
- 型號: YEK-PFX-1403
- 用途: 烘乾,烤乾,固化
- 外形尺寸: 可根據客戶要求設計
- 產品特色:
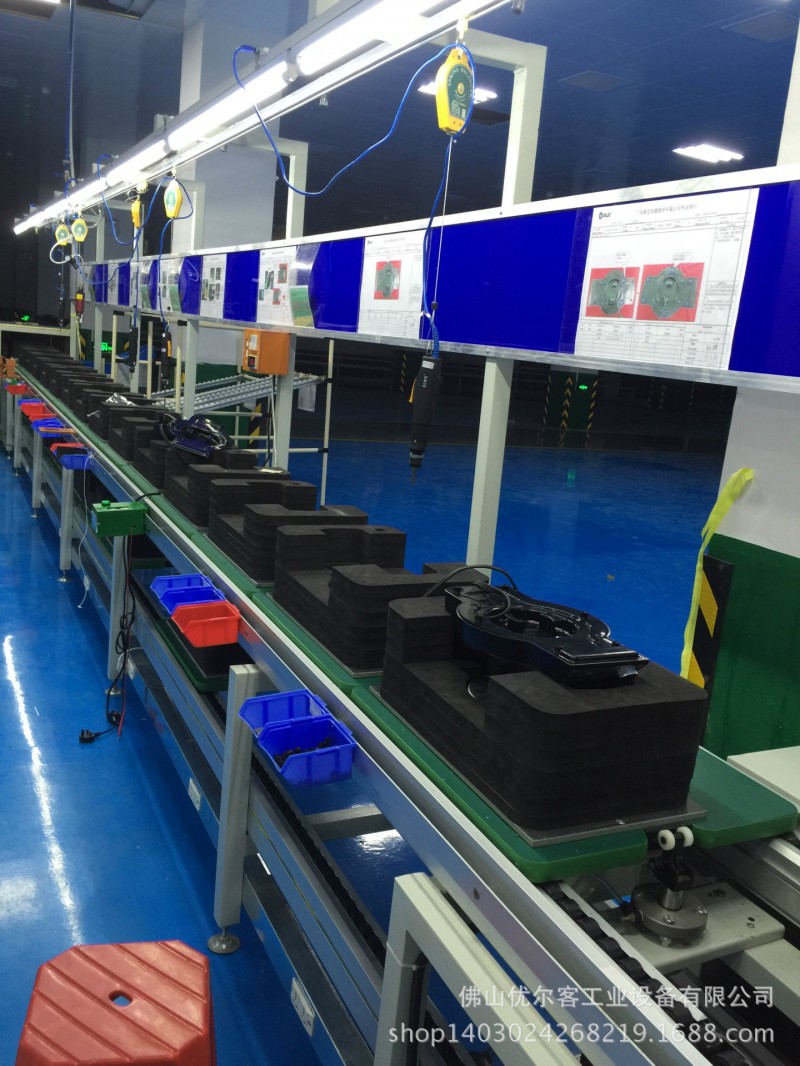
- 該設備是一臺隧道式鏈條網帶通過式烘乾設備,采用特制鏈條傳動輸送工件,具有烘乾、等功能的新穎連續式烘乾設備。由人工將工件放在傳動鏈條網帶上,依次通過烘乾後出料。上罩內的霧氣經吸霧風機抽出後外排出到總排氣管道中去。該機具,功能全,結構合理,操作方便,烘乾效果好的優點,這對於大批量烘乾、改善勞動環境,提高質量,具有重要的意義。機身結構采用密封式,外型美觀。設備拆卸檢修方便。











電冰箱噴粉線、冰箱外殼自動噴油噴粉生產線、冰箱外殼無塵噴油噴粉生產線,噴粉生產線噴油生產線,塗裝生產線,噴塗生產線全自動無塵塗裝生產線,噴油設備、噴漆設備、塗裝設備、噴塗設備、無塵塗裝線、塗裝生產線 ABB機械人、往復式噴塗機、DISK全自動靜電噴漆線、塑膠五金木器件手動、自動式全套靜電噴油噴粉生產線.電腦鼠標外殼UV自動噴塗線,,化妝品外殼UV自動噴塗線,按鍵表麵往復機噴漆線,手機外殼UV自動噴塗線,電話外殼UV噴漆線,塑膠外殼懸掛式噴塗線,筆記本外殼噴漆線,鋼化玻璃鏡片噴漆線,傢用電器殼噴塗線,數位相機外殼噴油線,電動剃須刀外殼噴塗線,VCD外殼噴漆線,塑膠外殼噴漆線,塑膠件自動噴漆線。
電冰箱塗裝世界上第一套粉末靜電噴塗設備於 1962 年由法國的 SAMES 公司研制成功,此後粉末靜電噴塗技術在世界各國迅速發展,正逐漸取代溶劑型塗料塗裝技術。我國的粉末靜電噴塗技術發展較晚,但發展潛力很大。粉末塗料不含溶劑,粉末塗料依靠靜電噴塗到工件表麵上,互相不粘連的粉末粒子層經過加熱熔融後形成牢固的塗層與工件表麵緊密結合。這種塗層具 有優良的防腐蝕性能和裝飾功能。同傳統的溶劑型塗料相比,它具有更加安全、污染小、適應性好、效率高和不依賴石油為原料的優點。但它目前也存在一些缺點:一次性投資大、更換顏色不方便等。 本公司生產的電冰箱外殼采用粉末靜電噴塗技術制造的粉末靜電噴塗設備. 1 粉末靜電噴塗技術的典型工藝流程 粉末靜電噴塗技術的典型工藝流程為: 工件前處理→噴粉→固化→檢查→成品 1.1 前處理 工件經過前處理除掉冷軋鋼板表麵的油污和灰塵後才能噴塗粉末,同時在工件表麵形成一層鋅系磷化膜以增強噴粉後的附著力。前處理後的工件必須完全烘乾水分並且充分冷卻到 35 ℃以下才能保證噴粉後工件的理化性能和外觀質量。 1.2 噴粉 1.2.1 粉末靜電噴塗的基本原理 工件通過輸送鏈進入噴粉房的噴槍位置準備噴塗作業。靜電發生器通過噴槍槍口的電療針向工件方向的空間釋放高壓靜電 ( 負極 ) ,該高壓靜電使從.噴槍口噴出的粉末和壓縮空氣的混合物以及電療周圍空氣電離 ( 帶負電荷 ) 。工件經過掛具通過輸送鏈接地 ( 接地極 ) ,這樣就在噴槍和工件之間形成一個電場占粉末在電場力和壓縮空氣壓力的雙重推動下到達工件表麵,依靠靜電吸引在工件表麵形成一層均勻的塗層。 1.2.2 粉末靜電噴塗的基本原料 用室內型環氧聚酯粉末塗料。它的主要成分是環氧樹脂、聚酯樹脂、固化劑、顏料、填料、各種助劑 ( 例如流平劑、防潮劑、邊角改性劑等 ). 粉末加熱固化後在工件表麵形成所需塗層。輔助材料是壓縮空氣,要求清潔乾燥、無油無水 [ 含水量小於 1.3g/m3 、含油量小於 1.0 × 10-5 % ( 質量分數 )] 1.2.3 粉末靜電噴塗的施工工藝 ●靜電高壓 60-90kV 。電壓過高容易造成粉末反彈和邊緣麻點;電壓過低上粉率低。 ●靜電電流 10 ~ 20 μ A 。電流過高容易產生放電擊穿粉末塗層;電流過低上粉率低 ●流速壓力 0.30-0.55MPa. 流速壓力越.高則粉末的沉積速度越快,有利於快速獲得預定厚度的塗層,但過高就會增加粉末用量和噴槍的磨損速度。 ●霧化壓力 0.30 ~ 0.45MPa 。適當增大霧化壓力能夠保持粉末塗層的厚度均勻,但過高會使送粉部件快速磨損。適當降低霧化壓力能夠提高粉末的覆蓋能力,但過低容易使送粉部件堵塞。 ●清槍壓力 0.5MPa 。清槍壓力過高會加速槍頭磨 損,過低容易造成槍頭堵塞。 ●供粉桶流化壓力 0.04 ~ 0.10MPa 。供粉桶流化壓力過高會降低粉末密度使生產效率下降,過低容易出現供粉不足或者粉末結團。 ●噴槍口至工件的距離 150 ~ 300mm 。噴槍口至工件的距離過近容易產生放電擊穿粉末塗層,過遠會增加粉末用量和降低生產效率。 ●輸送鏈速度 4.5 ~ 5.5m / min 。輸送鏈速度過快會引起粉末塗層厚度不夠,過慢則降低生產效率。 1.2.4 粉末靜電噴塗的主要設備 ●噴槍和靜電控制器 噴槍除瞭傳統的內藏式電療針,外部還設置瞭環形電暈而使靜電場更加均勻以保持粉末塗層的厚度均勻。靜電控制器產生需要的靜電高壓並維持其穩定,波動范圍小於 10 %。 ●供粉系統 供粉系統由新粉桶、旋轉篩和供粉桶組成。粉末塗料先加入到新粉桶,壓縮空氣通過新粉桶底部的流化板上的微孔使粉末預流化,再經過粉泵輸送到旋轉篩。旋轉篩分離出粒徑過大的粉末粒子 (100 μ m 以上 ) ,剩餘粉末下落到供粉桶。供粉桶將粉末流化到規定程度後通過粉泵和送粉管供給噴槍噴塗工件。 ●回收系統 噴槍噴出的粉末除一部分吸附到工件表麵上 ( 一般為 50 %~ 70 %,本公司為 70 % ) 外,其餘部分自然沉降。沉降過程中的粉末一部分被噴粉棚側壁的旋風回收器收集,利用離心分離原理使粒徑較大的粉末粒子 (12 μ m 以上 ) 分離出來並送回旋轉篩重新利用。 12pom 以下的粉末粒子被送到濾芯回收器內,其中粉末被脈沖壓縮空氣振落到濾芯底部收集鬥內,這部分粉 末定期清理裝箱等待出售。分離出粉末的潔凈空氣 ( 含有的粉末粒徑小於 1 μ m 、濃度小於 5g/m3) 排放到噴粉室內以維持噴粉室內的微負壓。負壓過大容易吸入噴粉室外的灰塵和雜質,負壓過小或正壓容易造成粉末外溢。沉降到噴粉棚底部的粉末收集後通過粉泵進入旋轉篩重新利用。回收粉末與新粉末的混合比例為 (1:3) ~ (1:1) 。使用該回收系統,本公司的總體粉末利用率平均達到 95 %。 ●噴粉室體 頂板和壁板采用透光聚丙烯塑料材質,以最大限度減少粉末黏附量,防止靜電荷累積乾擾靜電場。底板和基座采用不銹鋼材質,既便於清潔又具有足夠的機械強度。 ●輔助系統 包括空調器、除濕機。空調器的作用一是保持噴粉溫度在 35 ℃以下以防止粉末結塊;二是通過空氣循環 ( 風速小於 0.3m/s) 保持噴粉室的微負壓。除濕機的作用是保持噴粉室相對濕度為 45 %~ 55 %,濕度過大空氣容易產生放電擊穿粉末塗層,過小導電性差不易電離。 1.3 固化 1.3.1 粉末固化的基本原理 環氧樹脂中的環氧基、聚酯樹脂中的羧基與固化劑中的胺基發生縮聚、加成反應交聯成大分子網狀體,同時釋放出小分子氣體 ( 副產物 ) 。固化過程分為熔融、流平、膠化和固化 4 個階段。溫度升高到熔點後工件上的表層粉末開始融化,並逐漸與內部粉末形成漩渦直至全部融化。 粉末全部融化後開始緩慢流動,在工件表麵形成薄而平整的一層,此階段稱流平。溫度繼續升高到達膠點後有幾分短暫的膠化狀態 ( 溫度保持不變 ) ,之後溫度繼續升高粉末發生化學反應而固化。 1.3.2 粉末固化的基本工藝 采用的粉末固化工藝為 180 ℃,烘 15min ,屬正常固化。其中的溫度和時間是指工件的實際溫度和維持不低於這一溫度的累積時間,而不是固化爐的設定溫度和工件在爐內的行走時間。但兩者之間相互關聯,設備最初調試時需要使用SMT爐溫跟蹤機測量最大工件的上、中、下 3 點表麵溫度及累積時間,並根據測量結果調整固化爐設定溫度和輸送鏈速度 ( 它決定工件在爐內的行走時間 ) ,直至符合上述固化工藝要求。這樣就可以得出兩者之間的對應關系,因此在一段時間內 ( 一般為 2 個月 ) 隻需要控制速度即可保證固化工藝。 1.3.3 粉末固化的主要設備 設備主要包括供熱燃燒器、循環風機及風管、爐體 3 部分。本公司使用的供熱燃燒器為德國威索產品,使用 0 ~ 35# 輕柴油。具有發熱效率高、省油的優點。循環風機進行熱交換,送風管第一級開口在爐體底部,向上每隔 600mm 有一級開口,共三級。這樣可以保證 1 200mm 工件范圍內溫度波動小於 5 ℃,防止工件上下色差過大。回風管在爐體頂部,這樣可以保證爐體內上下溫度盡可能均勻。爐體為橋式結構,既有利於保存熱空氣,又可以防止生產結束後爐內空氣體積減小吸人外界灰塵和雜質。 1.4 檢查 固化後的工件,日常主要檢查外觀 ( 是否平整光亮、有無顆粒、縮孔等缺陷 ) 和厚度 ( 控制在 55 ~ 90 μ m) 。如果首次調試或需要更換粉末時則要求使用相應的檢測機器檢測如下項目:外觀、光澤、色差、塗層厚度、附著力 ( 劃格法 ) 、硬度 ( 鉛筆法 ) 、沖擊強度、耐鹽霧性 (400h) 、耐候性 ( 人工加速老化 ) 、耐濕熱性 (1 000h) 1.5 成品 檢查後的成品分類擺放在運輸車、周轉箱內,相互之間用報紙等軟質材料隔離,以防止劃傷並做好標識待用 2 粉末靜電噴塗作業的常見問題及解決方法 2.1 塗層雜質 常見雜質主要來源於噴粉環境中的顆粒,以及其他各種因素引起的雜質,現概括如下。 (1) 固化爐內雜質。解決方法是用濕佈和吸塵器徹底清潔固化爐的內壁,重點是懸掛鏈和風管縫隙處。如果是黑色大顆粒雜質就需要檢查送風管濾網是否有破損處,有則及時更換。 (2) 噴粉室內雜質。主要是灰塵、衣物纖維、設備磨粒和噴粉系統積垢。解決方法是每天開工前使用壓縮空氣吹掃噴粉系統,用濕佈和吸塵器徹底清潔噴粉設備和噴粉室。 (3) 懸掛鏈雜質。主要是懸掛鏈擋油板和一次吊具接水盤 ( 材質為熱鍍鋅板 ) 被前處理酸、堿蒸氣腐蝕後的產物。解決方法是定期清理這些設施 (4) 粉末雜質。主要是粉末添加劑過多、顏料分散不均、粉末受擠壓造成的粉點等。解決方法是提高粉末質量,改進粉末儲運方式。 (5) 前處理雜質。主要是磷化渣引起的大顆粒雜質和磷化膜黃銹引起的成片小雜質。解決方法是及時清理磷化槽和噴淋管路內積渣,控制好磷化槽液濃度和比例。 (6) 水質雜質。主要是前處理所使用的水中含砂量、含鹽量過大引起的雜質。解決方法是增加水過濾器,使用純水做為最後兩級清洗水。 2.2 塗層縮孔 (1) 前處理除油不凈或者除油後水洗不凈造成表麵活性劑殘留而引起的縮孔。解決方法是控制好預脫脂槽、脫脂槽液的濃度和比例,減少工件帶油量以及強化水洗效果。 (2) 水質含油量過大而引起的縮孔。解決方法是增加進水過濾器,防止供水泵漏油。 (3) 壓縮空氣含水量過大而引起的縮孔。解決方法是及時排放壓縮空氣冷凝水。 (4) 粉末受潮而引起的縮孔。解決方法是改善粉末儲運條件,增加除濕機以保證回收粉末及時使用 (5) 懸掛鏈上油污被空調風吹落到工件上而引起的縮孔。解決方法是改變空調送風口位置和方向。 (6) 混粉而引起的縮孔。解決方法是換粉時徹底清理噴粉系統 2.3 塗層色差 (1) 粉末顏料分佈不均勻引起的色差。解決的方法是提高粉末質量,保證粉末的 L 、 a 、 b 相差不大而且正負統一。 (2) 固化溫度不同引起的色差。解決方法是控制好設定溫度和輸送鏈速度,以保持工件固化溫度和時間的一致性和穩定性。 (3) 塗層厚薄不均勻引起的色差。解決方法是調整好噴粉工藝參數和保證噴粉設備運行良好以確保塗層厚度均勻一致。 2.4 塗層附著力差 (1) 前處理水洗不徹底造成工件上殘留脫脂劑、磷化渣或者水洗槽被堿液污染而引起的附著力差。解決方法是加強水洗,調整好脫脂工藝參數以及防止脫脂液進入磷化後的水洗槽。 (2) 磷化膜發黃、發花或者局部無磷化膜而引起的附著力差。解決方法是調整好磷化槽液濃度和比例,提高磷化溫度。 (3) 工件邊角水分烘乾不凈而引起的附著力差。解決方法是提高烘乾溫度 (4) 固化溫度不夠而引起的塗層大麵積附著力差。解決方法是提高固化溫度 (5) 深井水含油量、含鹽量過大而引起的附著力差。解決方法是增加進水過濾器,使用純水做為最後 2 道清洗水。 總之,粉末靜電噴塗技術及其應用方法還有很多,在實踐中需要靈活運用。 |
公司正門
優美的辦公室環境


佛山優爾客工業設備有限公司是一傢集科研、設計、制造、銷售於一體的專業生產生物質燃燒機、塗裝設備、流水線、組裝線、檢測線、非標設備的專業企業。積十來年之經驗,同時仰仗珠三角和全國各地廣大客戶的大力支持,本廠不斷發展,成為目前已頗具規模之專業廠商。
本廠產品廣泛用於:汽車、空調器、電冰箱、洗衣機、消毒櫃、熱水器、微波爐、電風扇、電飯鍋、電磁爐、除塵器、燒烤爐等傢電行業;燃氣具;廚具;燈光照明;開關、插座;摩托車、自行車;傢具;蓄電池;衡器;金屬天花板;貨架;鋁合金型材;食品;化妝品、化工等行業的裝配、輸送、塗裝以及檢測。
本廠自有占地麵積達3000平方米的生產基地,我廠共有員工60多人,其中工程技術人員10多人(全部具有相關專業大專或本科學歷),生產安裝部門員工均為具有多年經驗之熟練技工。
本廠擁有性能優良的整套生產設備,包括:液壓折彎機、液壓剪板機、電動剪板機、電動卷板機、鋼板調平機、沖床、車床、銑床、刨床、鉆床、天車、氬弧焊機、交直流焊機、CO2焊機、等離子弧切割機等等。
本廠自成立至今,一直奉行“客戶第一,品質第一”的服務宗旨,先後為順德美的、科龍、東菱、新寶、順達、萬傢樂、萬和、康寶、港豐、華通、錦力、緯經、蜆華、多納勒、安邊、廣州歐陸天花、廣州宏發、廣州海印貨架、番禺青松、中山新特安、中山華達、中山建倫、中山金業衡器、中山力高、中山華力、中山臺達、中山盈亮、中山安達、重慶明鑫、從化華林、增城恒達、深圳中嘉、北京9511工廠、浙江如意、東莞帝豪、東莞迅通、臺山冠榮、深圳偉業、深圳雄滔、江門真明麗(銀雨)、江門聯合發動機、新會凱德、上海富士達、武漢寶麗傢具、新疆偉力電器、越南SPAK等近千傢大小企業生產瞭數千條自動塗裝生產線和輸送設備,以良好的信譽和優良的品質贏得瞭廣大客戶的信賴和支持。
本廠承接設計生產的塗裝線、流水線門類齊全,包括各種類型的前處理設備、靜電粉末塗裝設備、噴漆設備、電泳設備、熱塑性粉末流化床浸塗設備、特富龍塗裝設備、工業烘爐、PVC平麵輸送線、懸掛輸送線、鏈板輸送線、倍速鏈組裝線、電器老化線、電器檢測線、輥子輸送線及提升機、轉彎機等設備。
麵對我國入世後的風雲變幻,麵對市場的嚴竣挑戰,我們將與新老客戶一起共同努力,為廣大客戶的興旺發達作出新貢獻,也使廣大客戶選用本廠的產品始終充滿信心!
佛山優爾客工業設備有限公司
地址:廣東省佛山市順德區勒流眾裕北路一街二巷二號
電話:0757-26191988


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。