












溫馨提示:
以上產品的屬性、圖片及價格僅供參考,詳情
歡迎旺旺咨詢或來電咨詢洽談!

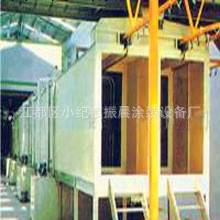
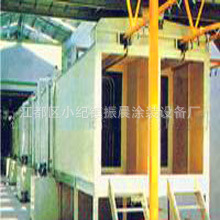
靜電粉末噴塗工藝流程
用靜電噴粉設備把粉末塗料噴塗到工件的表麵,在靜電作用下,粉末會均勻的吸附於工件表麵,形成粉狀的塗層;粉狀塗層經過高溫烘烤流平固化,變成效果各異的最終塗層;噴塗效果在機械強度、附著力、耐腐蝕、耐老化等方麵優於噴漆工藝。
1、表麵預處理
前處理工藝質量好壞直接影響粉末塗膜質量,前處理不好,造成塗膜易脫落,鼓泡等現象。因此,前處理工作必須予以重視。
對於板金沖壓件可采用化學前處理法。即:去油→去銹→清洗→磷化(或純化)等。大部份銹蝕或者表麵較厚的工件,采用噴砂,拋丸等機械方法去銹,但機械除銹後應確保工件表麵清潔,無法垢。
刮膩子。根據工件缺陷程度塗刮導電膩子,乾燥後用砂紙磨平滑,即可進行下道工序。
保護(也稱蔽覆)。工件上若某些部位不要求有塗層,在預熱前可采用保護膠等掩蓋起來,以避免噴上塗料。
預熱。一般可不需預熱。如果要求塗層較厚,可將工件預熱至100~160℃,這樣可以增加塗層厚度。
2、噴塗
工件通過輸送鏈進入噴粉房的噴槍位置準備噴塗作業。靜電發生器通過噴槍槍口的電療針向工件方向的空間釋放高壓靜電(負極),該高壓靜電使從.噴槍口噴出的粉末和壓縮空氣的混合物以及電療周圍空氣電離(帶負電荷)。工件經過掛具通過輸送鏈接地(接地極),這樣就在噴槍和工件之間形成一個電場粉末在電場力和壓縮空氣壓力的雙重推動下到達工件表麵,依靠靜電吸引在工件表麵形成一層均勻的塗層。
3、烘烤固化
噴塗後的工件通過輸送鏈送入180~200℃的烘房內加熱,並保溫相應的時間,(15-20分鐘)使之熔化、流平、固化,從而得到我們想要的工件表麵效果。(不同的粉末在烘烤溫度和時間上是各不相同的) 。這是在固化工序上應註意的。
4、清理
塗層固化後,取下保護物,修平毛刺。
5、檢查
固化後的工件,日常主要檢查外觀(是否平整光亮、有無顆粒、縮孔等缺陷)和厚度(控制在55~90μm)。對被檢出的有漏噴、針孔、碰傷、氣泡等缺陷的工件,進行返修或重噴。
6、包裝
檢查後的成品分類擺放在運輸車、周轉箱內,相互之間用發泡紙,氣泡膜等軟包裝緩沖材料隔離,以防止劃傷磨損(可根據客戶要求包裝)

我廠位於揚州市東郊,江都市境內的華陽工業區。江都乃江河之都會,她西傍揚州,東臨泰州城,北接興化、高郵、寶應,南臨長江,地理位置優越,交通便捷,與京滬、寧通高速公路近在咫尺。
我廠是專業從事塗裝設備設計、制造的民營企業,主要產品有:靜電噴粉成套設備、變頻自動升降機、高科技手動/自動靜電粉末噴塗機、單工位與多工位噴粉房;固化爐加熱方式有電熱式、燃油式、燃煤式;粉泵、噴槍等噴粉配件批發;各種粉末塗料。
我廠一直認真吸收、消化、應用國內外先進塗裝技術,從而使我廠產品與時俱進,保持領先地位。本廠在全國范圍內誠征粉末噴塗(塑)機銷售代理商,歡迎有意者洽談!我們願與客戶誠信合作,共謀發展。 盡我們最大的努力,奉獻給您最好的產品。
|



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




