




溫州宏圖標準件廠是一傢經國傢相關部門批準註冊的企業。溫州宏圖標準件廠憑著良好的信用、優良的服務與多傢企業建立瞭長期的合作關系。溫州宏圖標準件廠熱誠歡迎各界朋友前來參觀、考察、洽談業務。主營是波形墊圈、軸用擋圈、孔用擋圈、開口擋圈、鋼絲擋圈;圓柱銷、圓錐銷、內螺紋圓柱錐銷、內螺紋圓柱銷;彈性圓柱銷、直槽彈性銷、齒型彈性銷、卷制彈性銷、;半圓鍵;擋圈;平健;非標螺栓;非標螺母;國標;螺栓;螺母;銷;銅接片;彈墊;平墊;等產品專業生產加工的個體經營,公司總部設在溫州市,溫州市甌海郭溪宏圖標準件廠擁有完整、科學的質量管理體系
擋圈系列:
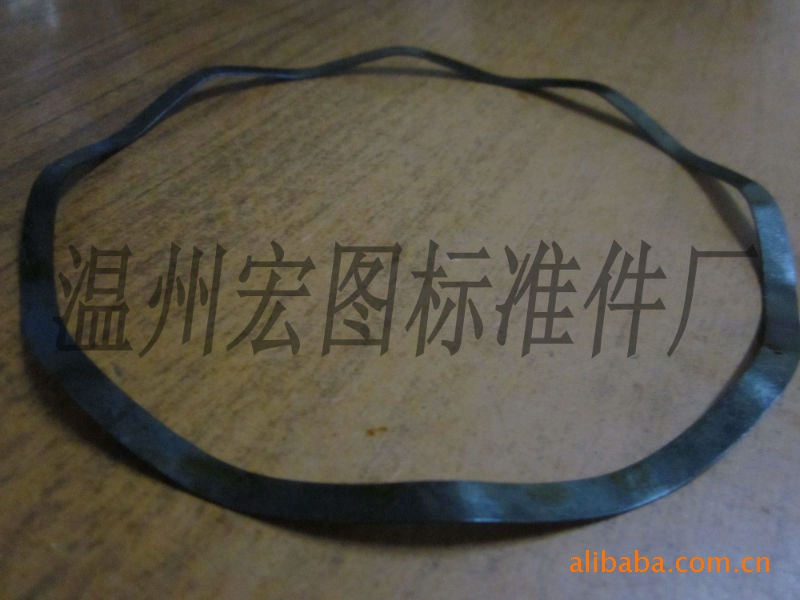
一、GB894軸用擋圈JB7590波形墊圈;
二、GB893孔用擋圈;
三、GB896開口擋圈;
四、GB895鋼絲擋圈;
五、GB858止退擋圈;
以上產品材質可用碳鋼或不銹鋼或其它客戶指定材料。規格φ3-φ200。
圓柱銷系列:
一、GB119圓柱銷;
二、GB120內螺紋圓柱銷;
三、GB117圓錐銷;
四、GB118內螺紋圓錐銷;
五、GB880帶孔銷
以上產品材質可用碳鋼或不銹鋼或其它客戶指定材料。規格φ1-φ50。
彈性圓柱銷系列:
一、GB879-76、GB879-86標準彈性銷;
二、齒形彈性銷,鞋跟用專用桿;
三、GB879-3,GB879-2000多圈彈性銷;
四、英制、日制、德制、美制等彈性銷;
以上產品材質可用碳鋼或不銹鋼或其它客戶指定材料。規格φ3-φ200
平鍵系列:
一、GB1096 A、B、C型平鍵 規格φ2-φ60;
二、GB1099半圓鍵;
三、GB1565鉤頭鍵;
以上產品材質可用普鋼中碳鋼或高碳鋼不銹鋼等材料。
擋圈.彈性銷.圓柱銷.平鍵.等。公司秉承“顧客至上,銳意進取”的經營理念,堅持“客戶第一”的原則為廣大客戶提供優質的服務。歡迎惠顧!
產品選用優質彈簧鋼65Mn( 60Si2MnA/50CrVA /0Cr17Ni7Al /SUS304),經特定方法熱處理並根據具體情況,硬度一般控制在HRC44-55之間,表麵發黑,具有良好彈性。波形彈簧廣泛適用於電機,紡織機械,液壓設備,汽車等行業,主要安裝與規格(公稱尺寸)相適宜的軸承室或孔內,安裝空間很小,具有降低噪音,減小振動的特殊功能。


緊固件的熱處理,除瞭一般的質量檢查和控制外,還有一些特殊的質量檢查和控制。
一、 脫碳與滲碳
在大批量熱處理生產過程中,金相法也好,顯微硬度法也好,隻能是定時抽檢。
因為其檢查時間長,成本高。為瞭及時判斷爐子的控碳情況,可以用火花檢測和洛氏硬度檢測對脫碳和滲碳作初步的判斷。火花檢測是把淬過火的零件,在砂輪機上由表及裡輕輕磨火花判別表層和心部的碳量是否一致。當然這要求操作者要有熟練的技巧和火花鑒別能力。洛氏硬度檢測是在六角螺栓的一個側麵上進行。先把淬過火的零件的一個六角平麵用砂紙輕輕磨光,測第一次洛氏硬度。然後再把這個麵在砂輪機上磨去0.5mm左右,再測一次洛氏硬度。如果兩次的硬度值基本相同,說明既不脫碳、也不滲碳。前次硬度低於後次硬度時,說明表麵脫碳。前次硬度高於後次時,說明表麵滲碳。在一般情況下,兩次硬度差在5HRC以內時,用金相法或顯微硬度法檢查時,零件的脫碳或滲碳基本在合格范圍內。
二、 硬度與強度
在螺紋緊固件檢測中,不能簡單的根據硬度值,查有關手冊,折合成強度值。這中間有一個淬透性因素的影響。因為國傢標準GB3098.1和國傢標準GB3098.3中規定仲裁硬度是在零件橫截麵的1/2半徑處測量。拉力試樣也是從1/2半徑處截取。因為不排除零件的中心部分有低硬度、低強度部分存在。
一般情況下,材料的淬透性好,螺桿部橫截麵上硬度能均勻分佈。隻要硬度合格,強度和保證應力也能達到要求。但是當材料的淬透性差時,雖然按規定的部位檢查,硬度是合格的,但強度和保證應力往往達不到要求。尤其是表麵硬度趨於下限時。
為瞭把強度和保證應力控制在合格范圍內,往往提高硬度的下限值。如8.8級的硬度控制范圍:對M16以下的規格為26~31HRC,M16含以上的規格為28~34HRC為宜;10.9級控制在36~39HRC為宜。10.9級以上則又另當別論。
三、 再回火試驗
8.8~12.9級的螺栓、螺釘和螺柱,應根據實際生產中的最低回火溫度低10℃保溫30min的再回火試驗。在同一試樣上,試驗前後三點硬度平均值之差不得超過20HV。
再回火試驗可以檢查因淬火硬度不足,用過低的溫度回火來勉強到達規定的硬度范圍的不正確操作,保證零件的綜合力學性能。特別是低碳馬氏體鋼制造的螺紋緊固件,采用低溫回火,盡管其它力學性能可以達到要求,但測量保證應力時,殘餘伸長量波動很大,遠遠大於12.5um。而且在某些使用條件下會發生突然的斷裂現象。在一些汽車及建築用螺栓中,已出現過突然斷裂的現象。當采用最低回火溫度回火後,可降低上述現象。但是用低碳馬氏體鋼制造10.9級螺栓時,應當特別慎重。
四、 氫脆的檢查
氫脆的敏感性隨緊固件的強度增加而增加。對於10.9級及以上的外螺紋緊固件或表麵淬硬的自攻螺釘以及帶有淬硬鋼制墊圈的組合螺釘等電鍍後應進行除氫處理。
除氫處理一般是在烘箱或回火爐中,在190~230℃下保溫4h以上,使氫擴散出來。
螺紋緊固件可用旋緊的辦法,在專用夾具上,旋到使螺桿承受相當保證應力的拉力下,保持48h,松開後螺紋緊固件不產生斷裂。這種方法就作為氫脆的檢查方法。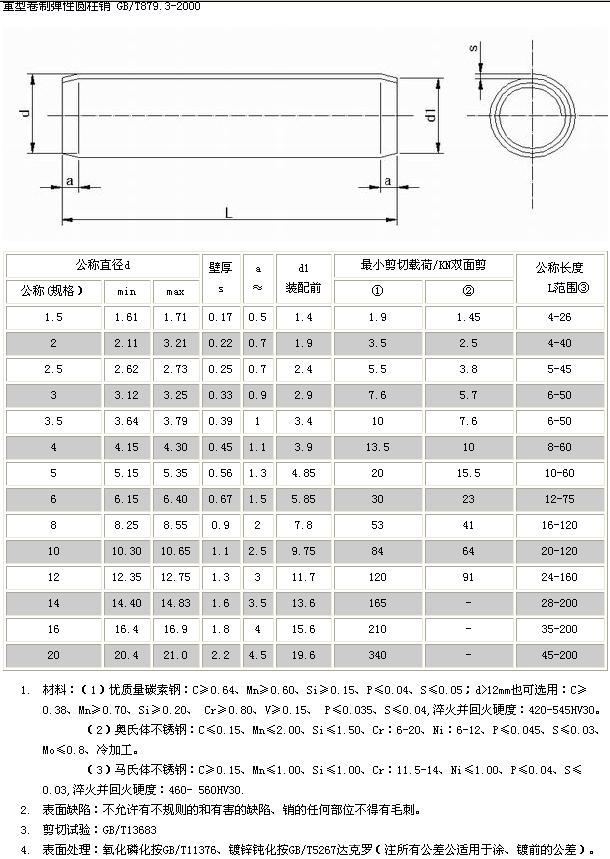


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



