




| 型號:各種規格 | 廠傢(產地):常州 |
- 產品信息
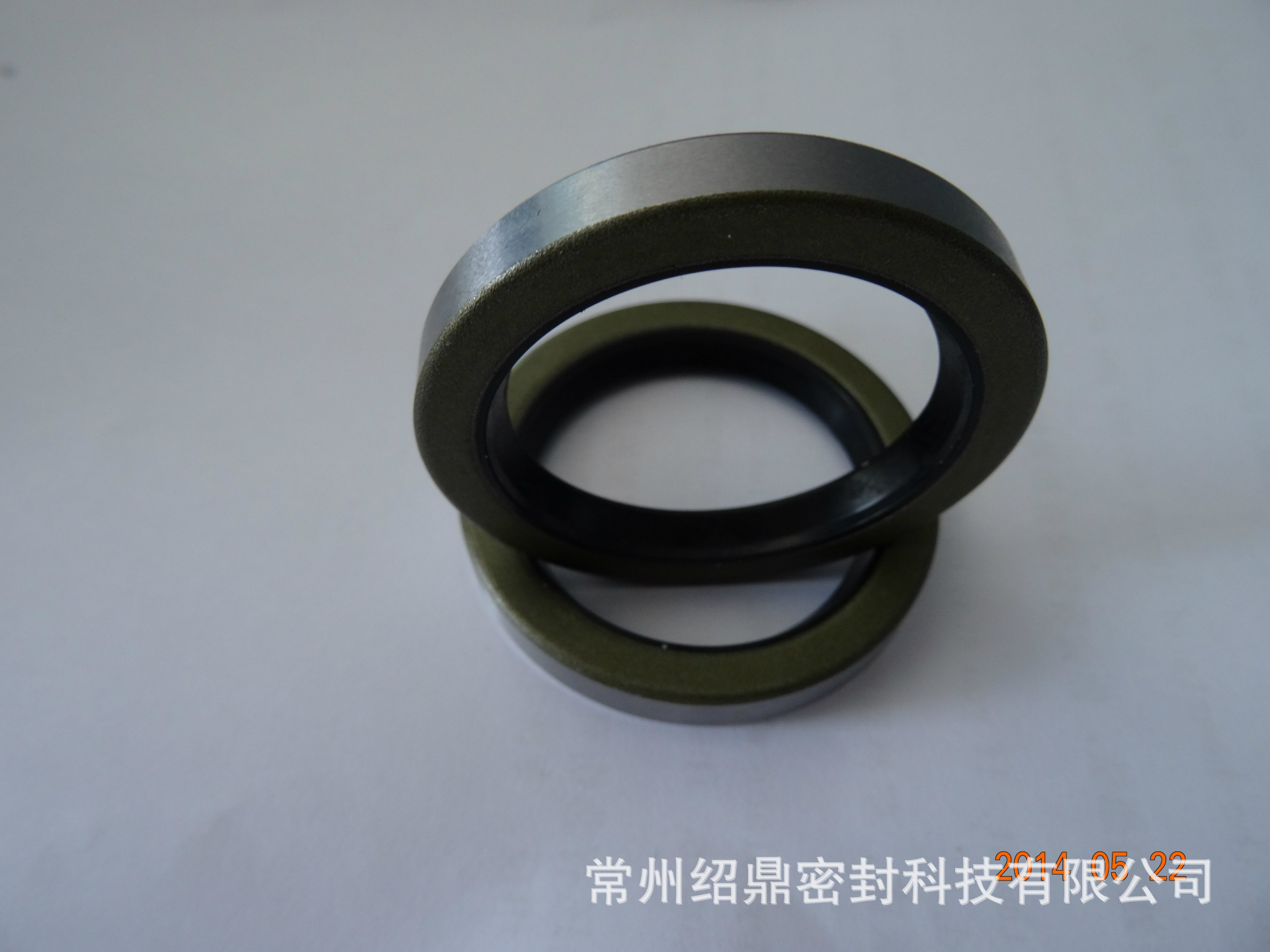
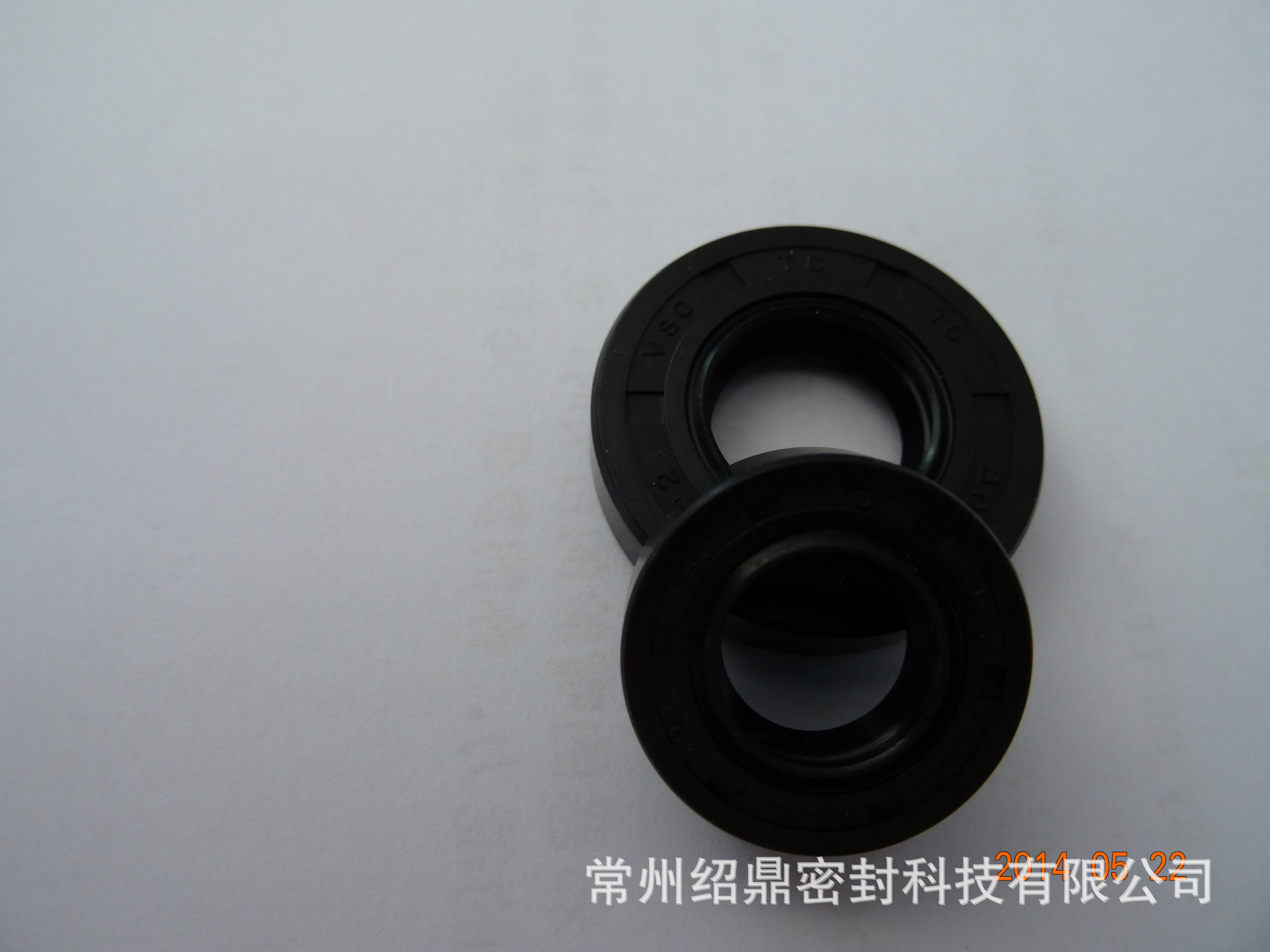
- 產品名稱: 氟橡膠TC油封

旋轉外露骨架油封
園林工具氟橡膠TC油封
園林工具丁晴橡膠TC油封
各種材質O型圈


一、油封對裝配軸的要求:
1、軸的表麵粗糙度按GB1801規定與油封接觸的軸表麵,應使用磨削法加工至表麵粗糙度Ra0.2~0.63um , Rmax=0.8~2.5um。
2、軸的直徑公差按GB1801規定不得超過h11。
3、倒角寬度按GB13871-92要求。
4、表麵硬度:軸的材質用碳素鋼和合金鋼為宜,推薦的硬度為HRC45以上,當介質較臟有來自外界的污染雜質或軸的線速度≥12m/s時,軸的表麵硬度應為HRC50~60,淬火層深度應≥0.3mm。
5、軸倒角30度(最大),倒角上不應有毛刺、尖角、及螺旋加工痕跡,倒角麵的粗糙度Ra≦3.2um,熱處理碳化層必須拋光清除。
特別註意:
(1)軸的表麵粗糙度過高,油封唇口易磨損及滲漏油。
(2)倒角處的毛刺、尖角及螺旋加工痕跡容易劃傷油封唇口造成油封初期密封失效。
(3)避免或減少軸的損傷、砂眼、安裝偏心及徑向跳動等缺陷。

二、對油封裝配座孔的要求:
1、孔徑的表麵粗糙度按GB1301規定:外包膠Ra3.2~6.3um,外露骨架Ra0.8~3.2um。
2、孔徑公差按GB1801的規定不得超過H8
3、倒角長度按GB13871-92,座孔倒角最小15度,最大25度,倒角麵的粗糙度要求與軸徑相同。
特別註意:
孔徑倒角角度大於45度或無倒角,容易對油封造成啃傷或劃傷引起油封外徑及裝配傾斜和油封骨架變形等,易使油封裝機早期發生滲油或漏油。
三、安裝方向要求:
安裝前檢查油封,若油封清潔並完好無損,再把油封壓入,單向回流線的油封安裝時一定要讓油封上標識的箭頭方向與軸的旋轉方向一致,切勿裝反。
四、保護油封主唇口的要求:
1、油封通過帶有花鍵、鍵槽或孔的軸時應采用彈頭式保護工裝。
2、彈頭式工裝表麵粗糙度Ra max不超過3.2um,不允許有碰劃痕毛刺等。
3、油封的外徑、主唇口裝配時必須塗一層潤滑劑。
4、油封裝配中應使用均勻的速度和壓力,以防彈簧脫落。

五、安裝方法
(1)推薦的油封安裝工裝及方法
1、 油封的安裝可以與殼體孔徑前端平齊,也可以靠近殼體孔徑低斷麵。
2、安裝定位的基準麵都應是機械加工的表麵,未經加工的基準麵不能使用。
3、油封外徑裝配時應塗一層潤滑油。
4、采用液壓或氣動勻速壓裝油封。
註意:
油封裝配麵與殼體基準麵平齊,保證裝軸後與軸心的安裝垂直度,使油封唇口在軸麵上成線接觸帶,達到良好密封效果。
(2)無油封工裝安裝
1、油封外徑裝配時塗一層適宜的潤滑油
2、敲裝油封用力應均勻,不傾斜。
3、檢查油封裝入後與殼體基準麵平齊。
檢查油封彈簧不得脫落。
六、錯誤裝配方式及改進措施
常見錯誤:
a、錘子直接敲擊油封。
b、未有基準麵強行裝配油封。
c、油封工裝不合理。
- 門尼粘度機Mooney Viscosimeter
- 無轉子硫化機Rubber Non-rotor Vulcameter





- 數控車Digital lathe
煉膠生產線 Rubber-refining & Mixing production line
 數控車
數控車






- 模具管理控制 Mould Management Control}印模檢測模具復雜尺寸:}采用進口速凝精細矽膠,判斷模具零件的符合性。Inspecting moulage from complex mould:imported quick coagulation fine silicon rubber is adopted to judgemould and product compliance.





Auto Inspection Machine

1、物流運費說明
2、在線下單
3、在線支付
4、退換貨政策
5、發票制度說明


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。

