| 顏色:黑色 | 級別:特級 | 形態:顆粒 |
產品介紹
- 產品信息
- 產品名稱:PPO,中文名稱叫]聚苯醚b]。
- 英文名:Polyphenylene Oxide
- PPO 導電級 黑色
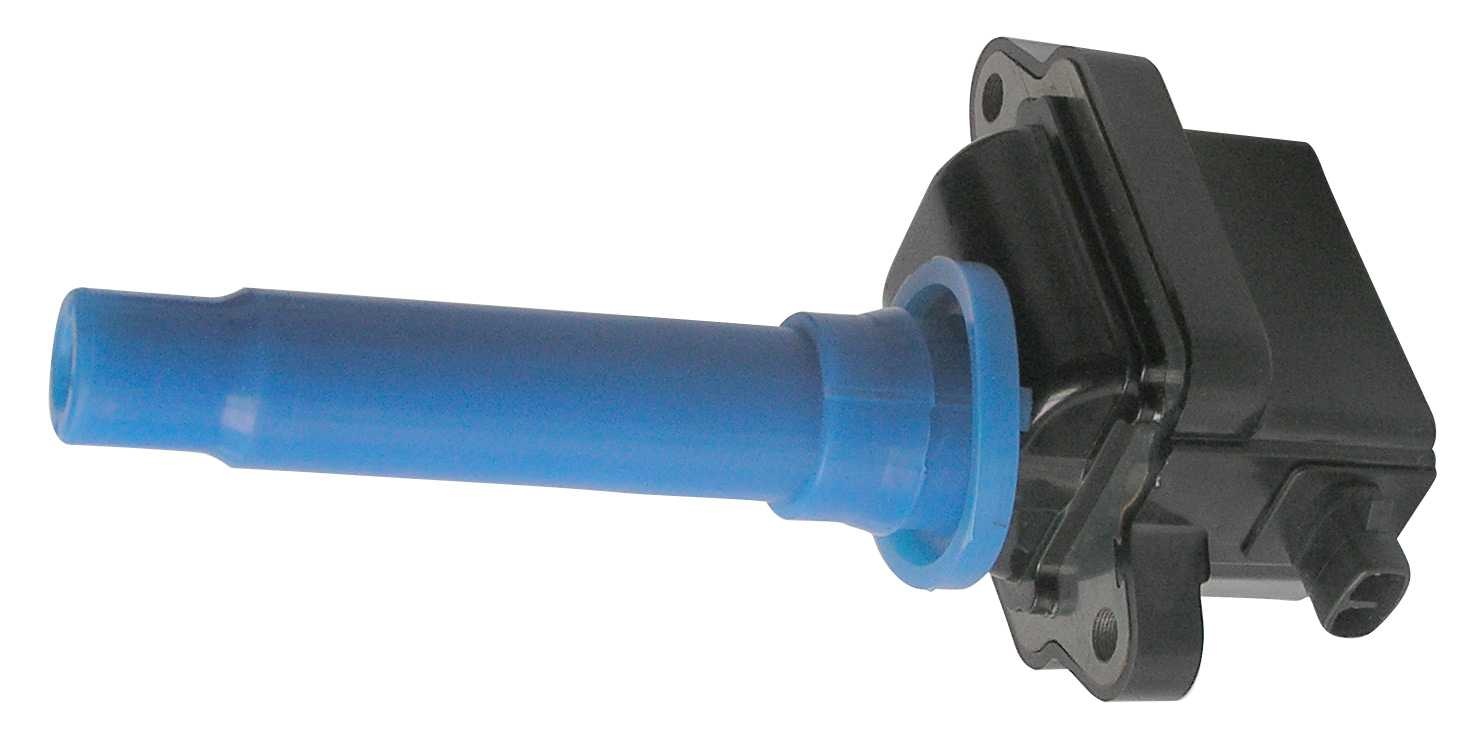
- 汽車工業:適用於機表板件、窗框、減震器、泵過濾網等。
- 機械工業:用作齒輪、軸承、泵葉輪、鼓風機葉輪片等。
- 化工領域:用於制作管道、閥門、濾片及潛水泵等耐腐蝕零部件。

粒子圖片
PPO 導電級 黑色
PPO 防靜電 黑色


成型註意事項
l) 非結晶料、吸濕小,PPO的吸水率很低,但水分會使制品表麵出現銀絲、氣泡等缺陷,為此,可將原料置於80~1OOC的烘箱申,乾燥1-2h後使用。
2)PPO的分子鍵剛性大,玻璃化轉化溫度高,不易取向,但強迫取向後很難松弛。所以制品內殘餘內應力較高,一般要經過後處理。
3)PPO為無定型材料,在熔融狀態下的流變性接近於牛頓流體,但隨溫度的升高偏離牛頓流體的程度越大。
4)PPO熔體的粘度大,因此加工時應提高溫度,並適當提高註射壓力,以提高充模能力。
5)PPO的回料可重復使用,一般重復使用3次,其性能沒有明顯降低。
6)對PPO熔體宜采用螺桿式註塑機成型,噴嘴采用直通式為佳,孔徑為3-6mm
7)在PPO註塑成型時,宜采取高壓、高速註射,保壓及冷卻時間不能太長。
8)模具的主流道宜采用較大的錐度或采用拉料鉤,澆道以短粗為好。
9)澆口宜采用直接式、扇形或扁平形,采用針狀澆口時直徑應適當加大,對於長澆道可采用熱流道結構。
10)PPO的成型收縮率較小,一般為0.2%一0.7%,因而制品尺寸穩定性能優良。
11)流動性差,為類似牛頓流體,粘度對溫度比較敏感,制品厚度一般在0.8毫米以上。極易分解,分解時產生腐蝕氣體。宜嚴格控制成型溫度,模具應加熱,澆註系統對料流阻力應小。
12)聚苯醚的吸水率很低0.06%左右,但微量的水分會導致產品表麵出現銀絲等不光滑現象,最好是作乾燥處理,溫度不可高出150度,否則顏色會變化。
13)聚苯醚的成型溫度為280-330度,改性聚苯醚的成型溫度為260-285度。 PPO塑膠原料註塑工藝熔料溫度:270-290℃
2)PPO的分子鍵剛性大,玻璃化轉化溫度高,不易取向,但強迫取向後很難松弛。所以制品內殘餘內應力較高,一般要經過後處理。
3)PPO為無定型材料,在熔融狀態下的流變性接近於牛頓流體,但隨溫度的升高偏離牛頓流體的程度越大。
4)PPO熔體的粘度大,因此加工時應提高溫度,並適當提高註射壓力,以提高充模能力。
5)PPO的回料可重復使用,一般重復使用3次,其性能沒有明顯降低。
6)對PPO熔體宜采用螺桿式註塑機成型,噴嘴采用直通式為佳,孔徑為3-6mm
7)在PPO註塑成型時,宜采取高壓、高速註射,保壓及冷卻時間不能太長。
8)模具的主流道宜采用較大的錐度或采用拉料鉤,澆道以短粗為好。
9)澆口宜采用直接式、扇形或扁平形,采用針狀澆口時直徑應適當加大,對於長澆道可采用熱流道結構。
10)PPO的成型收縮率較小,一般為0.2%一0.7%,因而制品尺寸穩定性能優良。
11)流動性差,為類似牛頓流體,粘度對溫度比較敏感,制品厚度一般在0.8毫米以上。極易分解,分解時產生腐蝕氣體。宜嚴格控制成型溫度,模具應加熱,澆註系統對料流阻力應小。
12)聚苯醚的吸水率很低0.06%左右,但微量的水分會導致產品表麵出現銀絲等不光滑現象,最好是作乾燥處理,溫度不可高出150度,否則顏色會變化。
13)聚苯醚的成型溫度為280-330度,改性聚苯醚的成型溫度為260-285度。 PPO塑膠原料註塑工藝熔料溫度:270-290℃
料筒恒溫
PPO具有很高的耐熱性,熱分解溫度達350C,在300C以內無明顯熱降解現象。通常,料筒溫度控制在260~290C,噴嘴溫度低於料筒溫度lOC左右。
模具溫度:由於PPO熔體粘度大,因在註塑成型時應采用較高模溫。通常,模溫控制在100~15OC。模溫低於1OOC時,薄壁塑件易出現充滿不足及分層;而高於15OC時,易出現氣泡、銀絲、翹曲等缺陷。
註射壓力:提高註射壓力,有利於熔料的充模,一般註射壓控制在100-14OMPao 保壓壓力:註射壓力的40%-60%
背壓:3-10 MPa(30-100bar)
註射速度:有長流道的制品需要快速註射;但在此情況下,確保膜具有足夠的通氣性。
螺桿轉速:中等螺桿轉速,折合線速度為0.6m/s
計量行程:0.5-3.5D
殘料量:3-6mm,取決於計量行程和螺桿直徑。
預烘乾:在110℃溫度下烘乾2h。
回收率:材料可再生加工,隻要回料沒有發生熱降解。
收縮率:0.8%-1.5%
澆口系統:對小制品使用點式或潛伏式澆口,否則采用直澆口或圓片澆口;可采用熱流道機器停工時段關閉加熱系統;底螺桿背壓狀態下,操作幾次計量循環,像操作擠出機一樣清空料筒。
料筒設備:標準螺桿,止逆環,直通噴嘴。
模具溫度:由於PPO熔體粘度大,因在註塑成型時應采用較高模溫。通常,模溫控制在100~15OC。模溫低於1OOC時,薄壁塑件易出現充滿不足及分層;而高於15OC時,易出現氣泡、銀絲、翹曲等缺陷。
註射壓力:提高註射壓力,有利於熔料的充模,一般註射壓控制在100-14OMPao 保壓壓力:註射壓力的40%-60%
背壓:3-10 MPa(30-100bar)
註射速度:有長流道的制品需要快速註射;但在此情況下,確保膜具有足夠的通氣性。
螺桿轉速:中等螺桿轉速,折合線速度為0.6m/s
計量行程:0.5-3.5D
殘料量:3-6mm,取決於計量行程和螺桿直徑。
預烘乾:在110℃溫度下烘乾2h。
回收率:材料可再生加工,隻要回料沒有發生熱降解。
收縮率:0.8%-1.5%
澆口系統:對小制品使用點式或潛伏式澆口,否則采用直澆口或圓片澆口;可采用熱流道機器停工時段關閉加熱系統;底螺桿背壓狀態下,操作幾次計量循環,像操作擠出機一樣清空料筒。
料筒設備:標準螺桿,止逆環,直通噴嘴。
用途說明


庫存圖片

![P2]J3`NOB68K$0R_Z@}RC[2](http://i04.c.aliimg.com/img/ibank/2012/281/424/689424182_1977395577.jpg)
公司介紹

企業證書

售後說明
1、物流運費說明
報價不含運費,運費有買傢承擔,拍下付款後,買傢可自行安排自己熟悉的物流上門提貨,也可由賣傢安排物流,運費提付(貨送到後運費直接付給物流即可)。根據到貨地址遠近,及數量的多少,則運費不同。要貨數量越多,運費越便宜。
2、在線下單
塑膠行情價格波動較大,請用旺旺客服貨電話直接詢價確認後再拍。
3、在線支付
塑膠行情價格波動較大,請拍下後當天內付款,不然不得不關閉交易咯~請體諒~
4、退換貨政策
到貨後請買傢仔細確認貨物完好後再簽收,否則如無質量問題,不退不換哦~
5、發票制度說明
本店既可以線下交易也可線上支付交易,已設置默認綁定的是公司賬戶支付寶,也可換綁私人卡支付寶·請拍前聯系旺旺確認賬戶後再拍,謝謝啦~
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。