




| 分類:其他車用塑膠制品 | 材質:聚氨脂,塑料 | 廠傢(產地):昆山,坂川 |
| 可操作時間:1分鐘 |


低壓灌註在快速成型中的應用及優勢
反應註射成型(Reaction Injection Molding )
把改性的反應樹脂通過專用低壓灌註設備進行混合射出, 在室溫下快速固化。一般常用的樹脂有聚氨酯樹脂,乙烯基酯,酰胺酯樹脂,不飽和樹脂,環氧樹脂和傳統復合材料等。
低壓灌註工藝
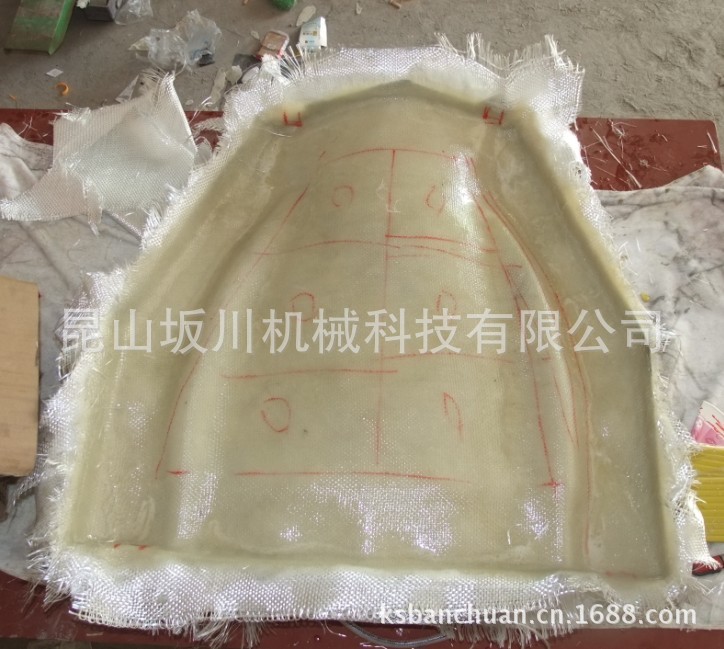
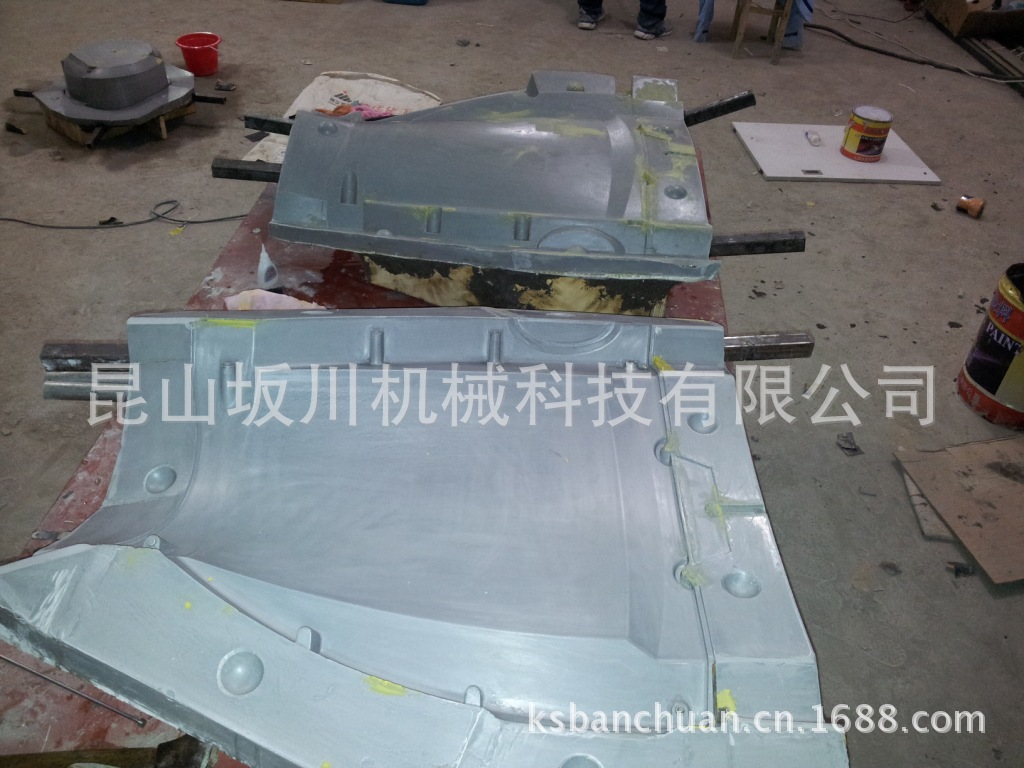
又叫聚氨酯低壓灌註工藝, 同樣是利用原型翻制樹脂模具(包括軟模、硬模及抽芯活塊)並需考慮澆冒口的位置和流道。將模具夾緊達到規定的合模力, 再把改性的聚氨酯樹脂通過專用低壓灌註設備註入模具內, 在室溫下快速固化, 十幾分鐘後即可取出形狀與原型一致的制件。這種工藝制作的制件可以大到汽車保險杠大小的制品, 一般適合中大型制件的小中批量制作。
低壓灌註工藝特點
1. 適合中大件制作(可灌註200克-30000克產品)
2. 適合小中批量生產(50-5000件)
3. 模具成本大大低於矽膠模具及傳統鋼模(大約為1/3~1/50)
低壓灌註模具制作分類及選用
1.根據批量要求分類
A. 石膏模(一次性使用)
B. 矽膠模(10-30件)
C. 環氧樹脂模(50-500件)
D. 金屬樹脂模(100-1000件)
E. 金屬表層模(500-5000件)
2.根據制作周期分類(在原型完成的條件下)
A. 石膏模(4小時)
B.矽膠模(8小時)
C.環氧樹脂模(4天)
D. 金屬樹脂模(4-6天)
E. 金屬表層模(7-10天)
3.根據制作成本分類(以模具重量計算)
A. 石膏模(2元/每公斤)
B.矽膠模 (30-200元/每公斤)
C. 環氧樹脂模(40元左右/每公斤)
D. 金屬樹脂模(55元左右/每公斤)
E. 金屬表層模(90元左右/每公斤)
低壓灌註模具樹脂選用(國產材料暫時不推薦)
類ABS/PS--------RIM875黑色、灰白、深灰,RIM610黃色(法國AXSON)
類PP/PE----------RIM876黑色、灰白,RIM826黑色(法國AXSON)
低壓灌註模具樹脂使用時的固定損耗
產品在灌註時存在固定的損耗,其中主要的損耗來自模具工藝用料,由於每個模具工藝大致一樣,所以用料損耗量跟模具大小沒有關系,是一個固定的損耗數量,損耗來自灌註出口料管內的存料和排料口溢料。固定損耗大致為200克左右/每一模具。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




