




| 品名:鎢鈦鉭(鈮)類硬質合金 | 牌號:V10 | 產地:湖南株洲 |
| 主要金屬含量:3-5(%) | 雜質含量:0.001(%) | 粒度:350(目) |
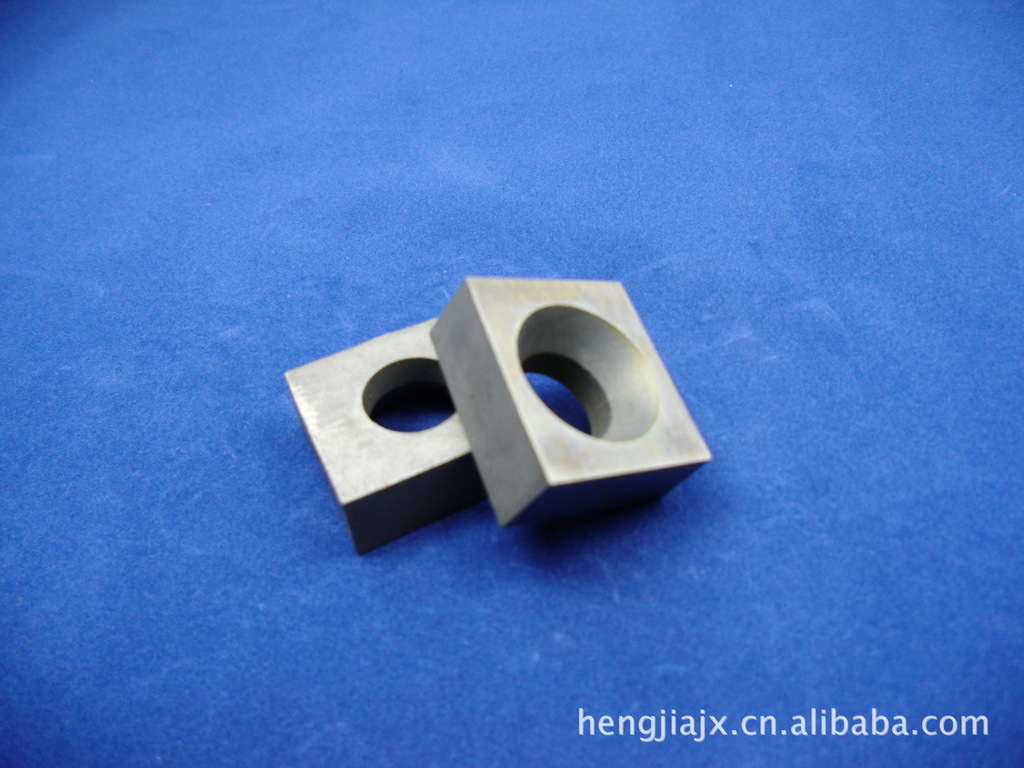
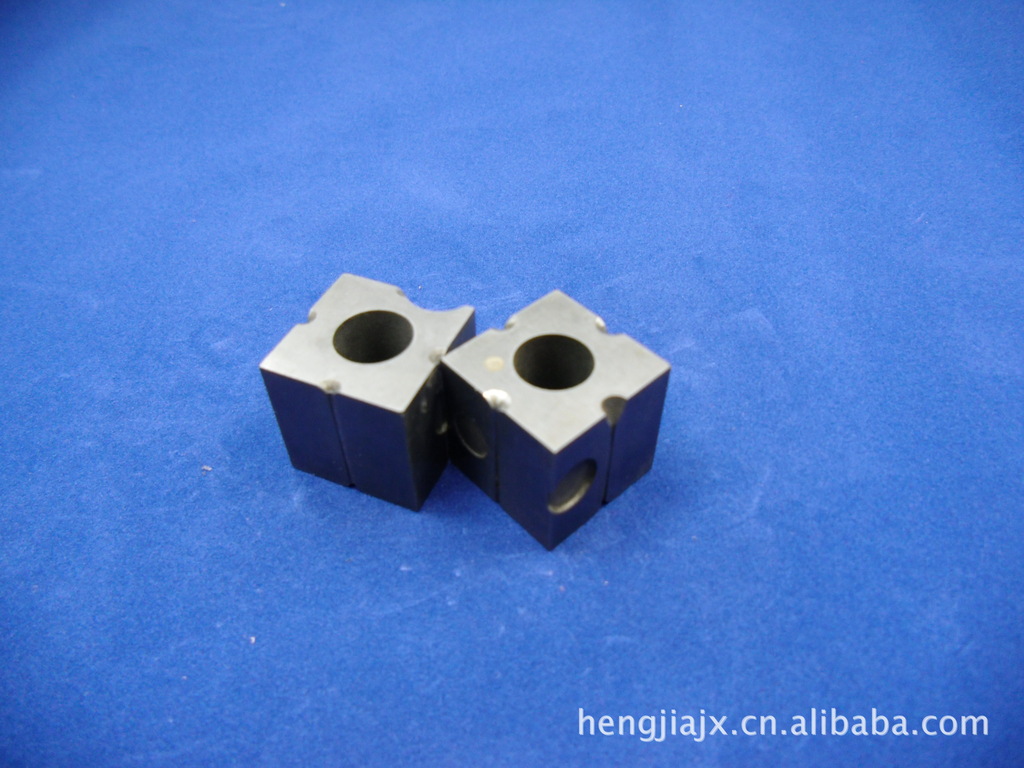
壓線瓦是捻股和合繩時股和繩的成型和定徑裝置。由上下兩塊矩形瓦塊組合而成,每塊瓦塊中央開有半圓形圓柱模孔,模孔尺寸與捻制的繩股和鋼絲繩的尺寸一致。
壓線瓦的材質、加工質量、安裝、維護、維修等對捻制的繩股和鋼絲繩的尺寸、捻制質量、表麵質量有著其十分重要的影響。生產中有時由於壓線瓦的加工、安裝、維護不當而造成繩股和成品鋼絲繩的報廢。因此由鑄鐵和膠木等材料制造。鋼制壓線瓦加工後要進行熱處理,以提高壓線瓦的硬度和耐磨性。壓線瓦的模孑L要經過拋光處理,以減小繩股或鋼絲繩在其中通過時的摩擦力,提高壓線瓦的使用壽命,防止股和鋼絲繩中的鋼絲被刮傷。
壓線瓦加工完畢後,應對其外形尺寸、模孔直徑、硬度、上下瓦塊問應留的縫隙量、工作時與股或繩的接觸狀態及模孔表麵粗糙度進行認真的檢查,檢查合格後方能投入使用或入庫存放,入庫存放的壓線瓦應塗防護油脂以防生銹。
壓線瓦的外形尺寸應與捻制設備壓線瓦瓦座的尺寸相符合。壓線瓦的硬度應在內側平麵上測定。工作表麵的粗糙度應小於O.80tzm,模孔不得歪斜,工作表麵不允許有砂眼、麻坑、溝紋等缺陷存在。
捻股和合繩時,所選用的壓線瓦的模孔直徑必須與所捻制的繩股或鋼絲;電的直徑相符合,上下瓦塊間應保持有一定的間隙,以有利於壓線瓦的調整及對繩股和鋼絲繩的壓緊作用。壓線瓦的工作表麵應與捻制的股和鋼絲繩的外表麵接觸良好,保證捻制出結構緊密的繩股和鋼絲繩。壓線瓦應成對使用,成對的上下瓦塊不能拆開與其他瓦塊配合應用,更不允許將不同材質、不同規格的瓦塊配合在一起使用,否則會產生捻制質量方麵的事故和造成股和繩尺寸超差。壓線瓦的運輸、存放及安裝、調整都要小心,不得碰砸和摔打,以免碰傷瓦的內表麵和模孔。壓線瓦的維修和保管應有專人負責,對每對瓦的服役情況應有記載,以保證生產對壓線瓦的質量要求。
壓線瓦一般采用杠桿機構壓緊,壓緊程度由壓錘調節。壓錘過輕或模孔直徑不合會引起股徑、繩徑超差、股間縫隙過大及繩芯外露、鋼絲繩股松動等缺陷。壓錘過重會造成表麵刮傷、卡股等。
公司供應硬質合金鎢鋼壓線瓦 壓線器 壓線模
鋼簾線專用部件 等等 加工定做提供各類加工
廣泛應用於電子、電器、玩具、機械、數位光學機器、氣動液壓等領域
歡迎來圖來電聯系加工,價格最優,品質最優。
合金分類
ng>① ng>ng>鎢鈷類硬質合金 ng>
ng> ng>主要成分是碳化鎢(WC)和粘結劑鈷(Co)。
其牌號是由“YG”(“硬、鈷”兩字漢語拼音字首)和平均含鈷量的百分數組成。
例如,YG8,表示平均WCo=8%,其餘為碳化鎢的鎢鈷類硬質合金。
②
主要成分是碳化鎢、碳化鈦(TiC)及鈷。
其牌號由“YT”(“硬、鈦”兩字漢語拼音字首)和碳化鈦平均含量組成。
例如,YT15,表示平均WTi=15%,其餘為碳化鎢和鈷含量的鎢鈦鈷類硬質合金。
③
主要成分是碳化鎢、碳化鈦、碳化鉭(或碳化鈮)及鈷。這類硬質合金又稱通用硬質合金或萬能硬質合金。
其牌號由“YW”(“硬”、“萬”兩字漢語拼音字首)加順序號組成,如 YW1。
硬度高(86~93HRA,相當於69~81HRC);
熱硬性好(可達900~1000℃,保持60HRC);
耐磨性好
硬質合金刀具比高速鋼切削速度高4~7倍。制造模具、量具,壽命比合金工具鋼高
20~150倍。可切削50HRC左右的硬質材料。
但硬質合金脆性大,不能進行切削加工,難以制成形狀復雜的整體刀具,
因而常制成不同形狀的刀片,采用焊接
粘接、機械夾持等方法安裝在刀體或模具體上使用
產品圖片




價格同等,比服務; 講究實效 完善管理


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



