| 類型 | 普通車床 | 控制形式 | 人工 |
| 型號 | CA6166B | 主電機功率 | 7.5(kw) |
| 外形尺寸 | 1(mm) | 加工精度 | 精密 |
| 最大加工長度 | 2000(mm) | 最大加工直徑 | 660(mm) |
| 最大回轉直徑 | 660(mm) | 主軸轉速級數 | 1 |
| 主軸通孔直徑 | 80(mm) | 安裝形式 | 落地式 |
| 佈局形式 | 立式 | 適用行業 | 輕工 |
| 動力類型 | 機械傳動 | 適用範圍 | 通用 |
| 產品類型 | 二手 | 是否庫存 | 是 |
上海創獲機床設備製造有限公司月河分公司
本公司位於長江三角洲,是我國政治經濟、文化中心,公司是專業生產機床設備企業,擁有廠房建築面積10000平方米,技術力量雄厚,生產設備超前,有較為先進的生產流程工藝及完善的質量管理保證體系。
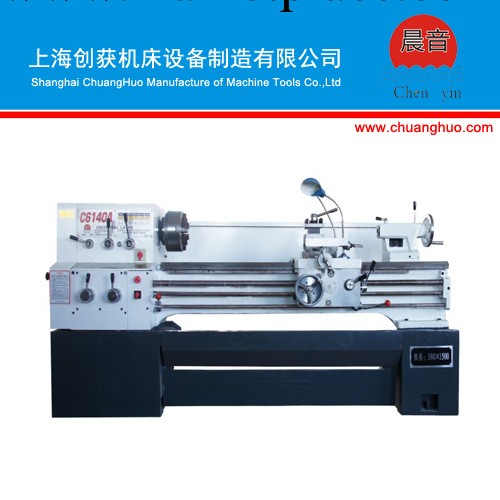
產品主要有普通機床C6132A、C6232A、C6140A、C6240A、CA6150B、CA6250B、CA6166B、CA6266B及數控車床,本公司生產的機床設備具有噪音少、精度高、性能優良、價格合理、交貨及時、服務周到等特點,深受廣大用戶的好評。
公司承諾,產品“三包”包修、包換、包退、及時供零部件,熱情解答詢問有關事項,清除用戶的後顧之憂,使用戶稱心如意。
聯繫人:李玉蘇女士(銷售部 經理)
電話: 86 0576 86484397
移動電話: 13736262780
阿里旺鋪:http://www.chuanghuo88.cn/網站:http://www.chuanghuo.com/
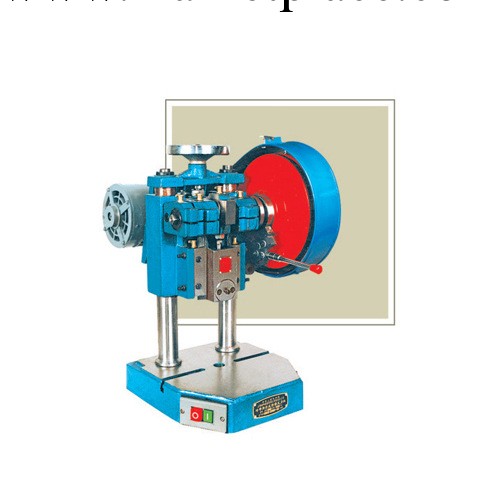
一、機床主要用途和特徵:
1.BC系列產品,以B型為基礎,派生出機重變形產品B型:主軸孔徑80mm,C型:主軸孔徑104mm,F型:液壓仿行,M型:精密。床身寬於一般車床,具有較高的剛度,導軌面經中類碎火經久耐磨。
2.機床操作靈便集中,溜板設有快移機構,採用單手柄形象化操作,宜人性好。機床結構剛度與傳動剛度均高於一般車床,功率利用率高,適用於強力高速切削主軸孔徑大,可選用附件齊全!
二、機床主要規格與參數:
| 型號 | CA6166B | CA6266B | |
| 床身上最大的工件回轉直徑 | 660mm(26.2/5″) | ||
| 馬鞍內最大的公轉直徑 | 870mm(34.4/5″) | ||
| 馬鞍內有效長度 | 210mm(8″) | ||
| 最大工件長度 | 1000mm(40″); 1500mm(60″) ;2000mm(80″) ;3000mm(118″) | ||
| 最大車削長度 | 900mm(35″) ;1400mm(55″); 1900mm(75″) ;2900mm(114″) | ||
| 主軸中心至床身平面導軌距離 | 330mm(13″) | ||
| 刀架上最大的工件回轉直徑 | 400mm(16″) | ||
| 主軸孔前端錐度 | 1:20 90mm(3.5″) | ||
| 主軸 | 正轉種數 | 24種 | |
| 正轉轉速範圍 | 50Hz:10-1400r/min 60Hz:12-1680r/min | ||
| 反轉種數 | 12種 | ||
| 反轉轉速範圍 | 50Hz:14-1580r/min 60Hz:17-2000m/min | ||
| 主軸孔徑 | 80mm(3.1″) | ||
| 進給量 | 縱向及橫向進給種數 | 各64種 | |
| 主軸每轉刀架的縱向標準進給量 | 0.11-1.6mm/r | ||
| 主軸每轉刀架的縱向小進給量 | 0.028-0.11mm/r | ||
| 主軸每轉刀架的縱向加大進給量 | 1.6-6.4mm/r | ||
| 進給量 | 主軸每轉刀架的橫向小標準進給量 | 0.05-0.8mm/r | |
| 主軸每轉刀架的橫向小進給量 | 0.014-0.048mm/r | ||
| 主軸每轉刀架的橫向小加大進給量 | 0.80-3.0mm/r | ||
| 刀架 | 縱向的快速移動速度 | 50Hz:4m/min 60Hz:4.8m/min | |
| 橫向的快速移動速度 | 50Hz:4m/min 60Hz2.4m/min | ||
| 下刀架最大行程 | 420mm | ||
| 上刀架的最大行程 | 140mm | ||
| 刀架轉盤回轉角度 | ±90° | ||
| 主軸中心線至刀具支承面距離 | 26mm | ||
| 車削螺紋範圍 | 公制螺紋種數 | 44種 | |
| 公制螺紋範圍 | 1-192mm | ||
| 英制螺紋種數 | 28種 | ||
| 英制螺紋範圍 | 2001-2-24 | ||
| 模數螺紋種數 | 39種 | ||
| 模數螺紋範圍 | 0.25-48mm | ||
| 徑節螺紋種數 | 38種 | ||
| 徑節螺紋範圍 | 1/2-96 | ||
| 刀桿截面尺寸 | 25*25 | ||
| 尾座主軸直徑 | 75mm | ||
| 尾座主軸最大行徑 | 150mm | ||
| 尾座主軸孔錐度 | 莫氏5號 | ||
| 絲桿螺距 | 12mm | ||
| 主電機 | 型號 | Y132M-4左 | |
| 功率 | 7.5KW | ||
| 轉速 | 50Hz:1450r/min 60Hz:1740r/min | 60Hz:1740r/min | |
| 冷卻電泵 | 型號 | DB-25A | |
| 功率 | 120W | ||
| 流量 | 25L/min | ||
| 溜板快速運動電機 | 型號 | AOS5634 | |
| 功率 | 250W | ||
| 轉速 | 50Hz:1360r/min | 60Hz:1630r/min | |
| 主傳動三角帶 | 型號 | 0-1041 | |
| 根數 | 1根 | ||
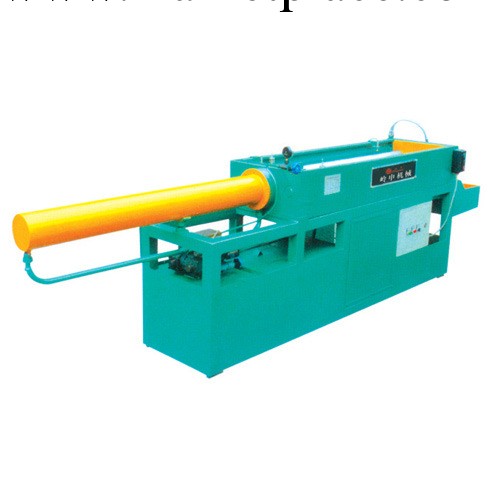
四:產品圖片:
五、產品檢測證書、公司榮譽:
六、驗收:
車床的驗收應按國家頒布實行的《數控臥式車床製造與驗收技術要求》進行,在驗收過程中,如發生爭執,應以國家有關標準為依據,通過協商解決。
一. 開箱驗收按隨機裝箱單和合同中特定附件清單對箱內物品逐一核對檢查。並做檢查記錄。有如下內容:
包裝箱是否完好,機床外觀有無明顯損壞,是銹蝕、脫漆;
有無技術資料,是否齊全;
附件品種、規格、數量;
備件品種、規格、數量;
工具品種、規格、數量;
刀具〈刀片〉品種、規格、數量;
安裝附件;
電氣元器件品種、規格、數量;
二. 開機試驗機床安裝調試完成後,即通知製造廠派人調試機床。試驗主要有如下:
1.各種手動試驗
a. 手動操作試驗 試驗手動操作的準確性。
b. 點動試驗
c. 主軸變檔試驗
d. 超程試驗
2.功能試驗
a. 用按鍵、開關、人工操縱對機床進行功能試驗。試驗動作的靈活性、平穩性及功能的可靠性。
b. 任選一種主軸轉速做主軸啟動、正轉、反轉、停止的連續試驗。操作不少於7次。
c. 主軸高、中、低轉速變換試驗。轉速的指令值與顯示值允差為±5%。
d. 任選一種進給量,在XZ軸全部行程上,連續做工作進給和快速進給試驗。快速行程應大於1/2全行程。正反方和連續操作不少於7次。
e. 在X、Z軸的全部行程上,做低、中、高進給量變換試驗。 轉塔刀架進行各種轉位夾緊試驗。
f. 液壓、潤滑、冷卻系統做密封、潤滑、冷卻性試驗,做到不滲漏。
g. 卡盤做夾緊、鬆開、靈活性及可靠性試驗。
h. 主軸做正轉、反轉、停止及變換主軸轉速試驗。
i. 轉塔刀架進行正反方向轉位試驗。
j. 進給機構做低中高進給量為快速進給變換試驗。
k. 試驗進給坐標超程、手動數據輸入、位置顯示,回基準點,程序序號批示和檢索、程序暫停、程序刪除、址線插補、直線切削徨、錐度切削循環、螺紋切削循環、圓弧切削循環、刀具位置補償、螺距補償、間隙補償等功能的可靠性、動作靈活性等。
3.空動轉試驗
a. 主動動機構運轉試驗,在最高轉速段不得少於1小時,主軸軸承的溫度值不超過70℃ ,溫升值不超過40℃;
b. 連續空運轉試驗,其運動時間不少於8小時,每個循環時間不大於15分鐘。每個循環終了停車,並模擬松卡工件動作,停車不超過一分鐘,再繼續運轉。
4.負荷試驗
用戶準備好典型零件的圖紙和毛坯,在製造廠調試人員指導下編程和輸入程序,選擇切削刀具和切削用量。負荷試驗可按如下三步進行,粗車、重切削、精車。每一步又分單一切削和循環程序切削。每一次切削完成後檢驗零件已加工部位實際尺寸並與指令值進行比較,檢驗機床在負荷條件下的運行精度、即機床的綜合加工精度,轉塔刀架的轉位精度。
5. 驗收
機床開箱驗收,功能試驗,空運轉試驗、負荷試驗完成後,加工出合格產品,即可辦理驗收移交手續。如有問題,製造廠應負責解決


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。