




| 加工定制:是 | 品牌:天佑 | 類型:手機配件振動盤 |
| 型號:F210 | 功率:80(W) | 振幅:1 |
| 底盤尺寸:300(mm) | 適用范圍:手機配件自動送料 | 產品認證:無 |
| 表麵處理:本色 | 供料速度:120件/分鐘 | 材質:不銹鋼 |
天津振動鍋電子配件振動盤手機配件震動盤由天津天佑合眾振動盤廠生產。2年免費保修!運行穩定,噪音控制到最低。
本廠的主要產品包括高速振動盤、振動料倉、皮帶式提升機、直線送料器、水平送料機等全系列產品。
振動鍋功能簡介:
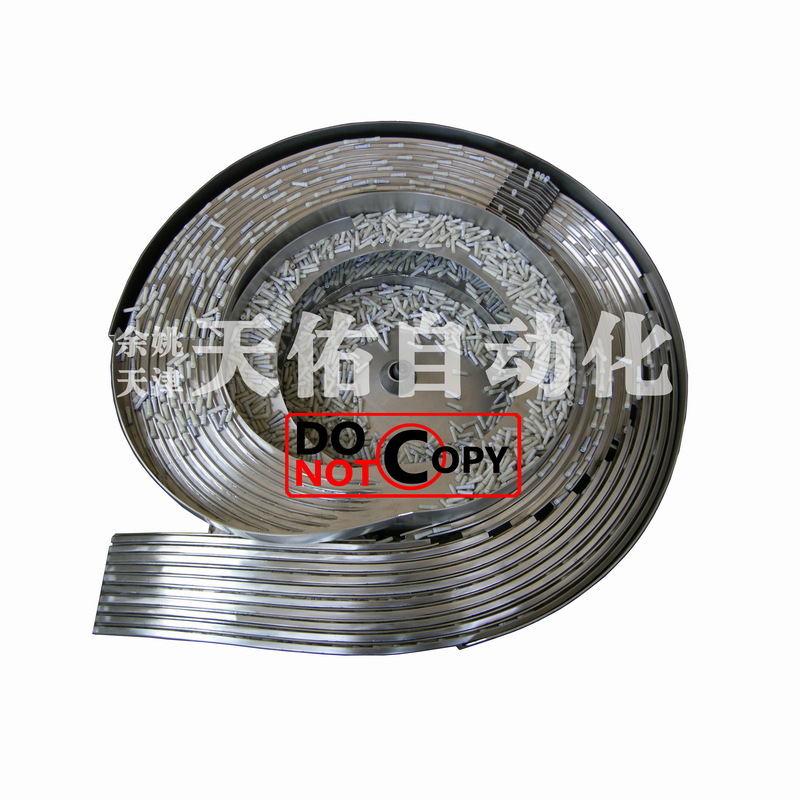
① 將無序工件通過振動盤及一系列機構,排列成統一順序,輸送給下一道工序。
② 工件中的相對尺寸較小的廢渣、粉塵狀顆粒物將被剔除。
③ 尺寸差異大的工件可以被分選出來
主要參數:
輸入電壓:220V
功率:150W
輸送物料:大棗
供料速度:大於500件/分鐘
材質:不銹鋼
表麵處理:軌道不銹鋼本色/振動器噴漆
保修期:2年。上門安裝維。
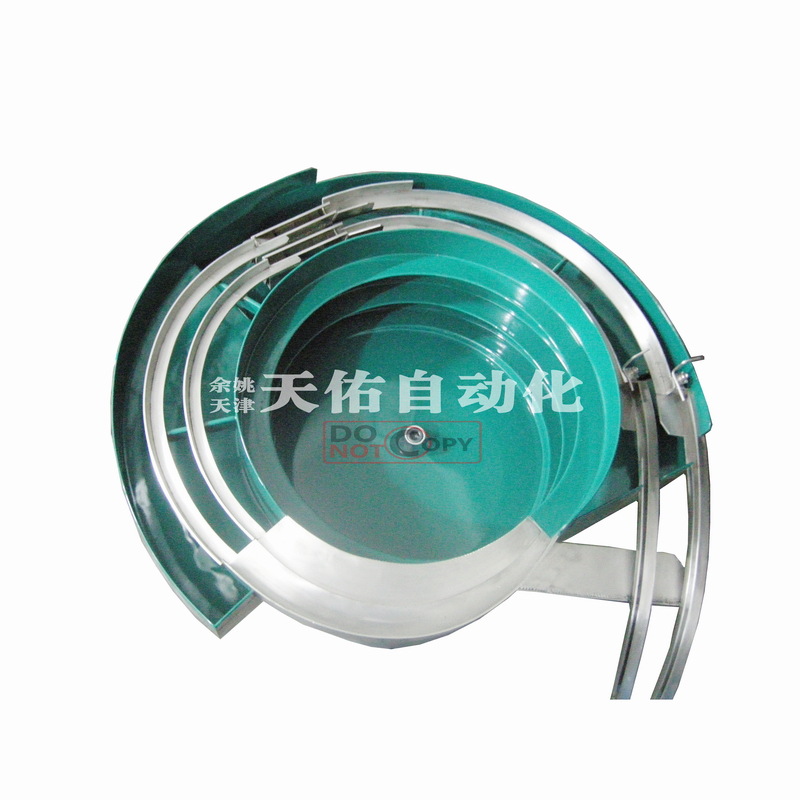
 精細的制作工藝
精細的制作工藝
 流暢的運轉
流暢的運轉
規格表
| 規格 | 輸入電壓 | 功率 | 質量 | 最大外徑 | 工作環境溫度 | 工作環境濕度 |
| F120 | 80~240V | 50~1100VA | 15kg | 160mm | ﹣10~45℃ | 10~85% (不結露) |
| F150 | 80~240V | 50~1100VA | 20kg | 200mm | ||
| F160 | 80~240V | 50~1100VA | 20kg | 250mm | ||
| F200 | 80~240V | 50~1100VA | 25kg | 280mm | ﹣10~45℃ | 10~85% (不結露) |
| F250 | 80~240V | 50~1100VA | 30kg | 320mm | ||
| F300 | 80~240V | 50~1100VA | 40kg | 400mm | ||
| F350 | 80~240V | 50~1100VA | 50kg | 500mm | ﹣10~45℃ | 10~85% (不結露) |
| F400 | 80~240V | 50~1100VA | 60kg | 630mm | ||
| F500 | 80~240V | 50~1100VA | 80kg | 750mm |
安裝註意事項/使用說明:
1、檢查各個部分螺絲是否有松動。
2、振動盤高度及水平調整好之後,用隨機配送的固定腳環將底座固定在工作臺上,以防工作時振動盤發生位移。


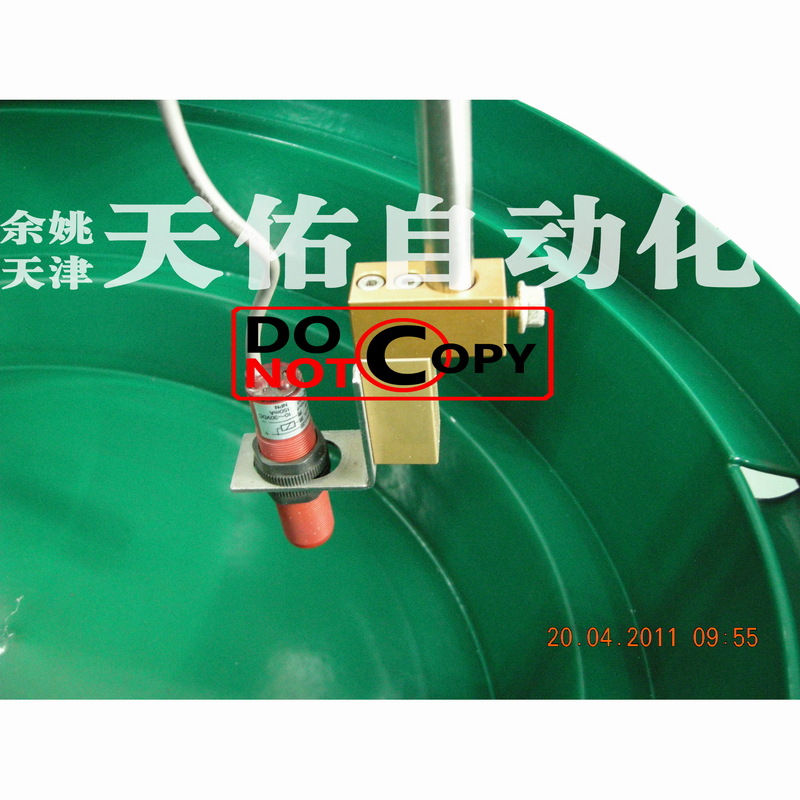
3、振動盤出口末端與工裝對接時要留有一定的間隙,以避免振動時,二者相互乾涉,影響振動效果。間隙的大小依據振動盤的振幅而定,一般情況下在 0.5-2mm 之間。
4、振動盤內部引出的電氣插頭裝在控制器的“輸出”端上。
5、控制器使用時要註意防水、防油,以避免減少其使用壽命。
6、接通220V交流電源後,打開開關,緩慢轉動“電壓 Voltage”旋扭,逐步達到需要的送料數量即可。註意在接通電源前,一定要將“電壓/Voltage”旋扭調至最小位置,以免損壞可控矽等電器元件。

數顯式的控制器,初次使用時,需要長按“電壓/Voltage —”按鍵,將電壓調至最低。註意在接通電源前,確保“輸出”端上連接到振動盤的插頭是斷開的。

振動盤有使用過程中常見的問題,在這裡列出來,希望能夠幫到大傢。
1、問:為什麼振動盤接通電源後不振動,或者振動很小?
答:幾種可能。
① 檢查電源插座是否有電,振動盤與控制器間的插頭、控制器與電源插座相互之間是否可靠連接
② 如果控制器是正常通電的,控制器參數,是否輸出電壓調節得太小
③ 檢查控制信號是否處於“停止”狀態。(看麵板上“停止”指示燈是否點亮)

④ 如果振動盤配有傳感器的話,檢查傳感器配置參數“料空停機”或“料滿停機”。若配有直線送料器,且設置為“料滿停機”的話,那麼傳感器感應到直線送料器上麵“料滿”,振動盤也將處理“停止”狀態。
2、問:為什麼我並沒有動過它,但振動盤的噪音突然變得很大瞭?
答:三種可能。
① 底座中的彈簧板斷裂瞭。隻需更換相同規格的彈簧板即可。
② 振動盤上有的地方脫焊或斷裂瞭,也會造成很大的噪音。很簡單,重新焊接加固即可。
③ 振動盤在工作當中緩慢地發生位移(也有可能是工作臺發生位移),導致出口的鋼板碰到瞭直線送料器或後麵的其他工裝夾具。這種情況,隻要重新調整振動盤的位置即可。間隙約為0.5—2mm,具體視工作環境而定。
3、問:為什麼振動盤速度變慢瞭?
答:三種可能。
① 底座上的彈簧板斷裂,會導致供料速度降低。彈簧板斷裂時並不一定造成很大的噪音。所以有的朋友會誤以為振動盤的噪音並不大,藉此判斷彈簧板沒有斷裂。應避免這個誤區。
② 固定彈簧板的螺絲松動瞭。這也是最常見的原因之一。
③ 如果是振動盤供料速度一直都很慢,那有可能是電磁鐵與銜鐵之間的間隙過大造成的。正常的間隙在0.8—1.5mm之間。振動盤越大,間隙就應該越大。
4、問:電磁鐵溫度過高,線圈燒壞瞭,是什麼原因?
答:一般來說兩種可能。
① 電磁鐵與銜鐵的間隙太大或者太小。間隙太大,剛磁力不夠,需要更大的電流才能達到需要的磁力,而過大的電流會燒壞線圈。間隙過小,電磁鐵鐵芯與銜鐵相互碰撞,乾擾電磁鐵的正常運動,也會導致線圈發熱燒壞。
② 適用於全波振動的電磁鐵,如果用半波驅動,或者適用於半波振動的電磁鐵而用全波驅動,則會導致驅動力不足。使用過程中,要想達到足夠的驅動力,隻能增大電壓電流,而這也是燒壞線圈的“黑手”。(如下圖)

數字顯示控制器上,頻率50Hz即為半波,100Hz即為全波(如下圖)
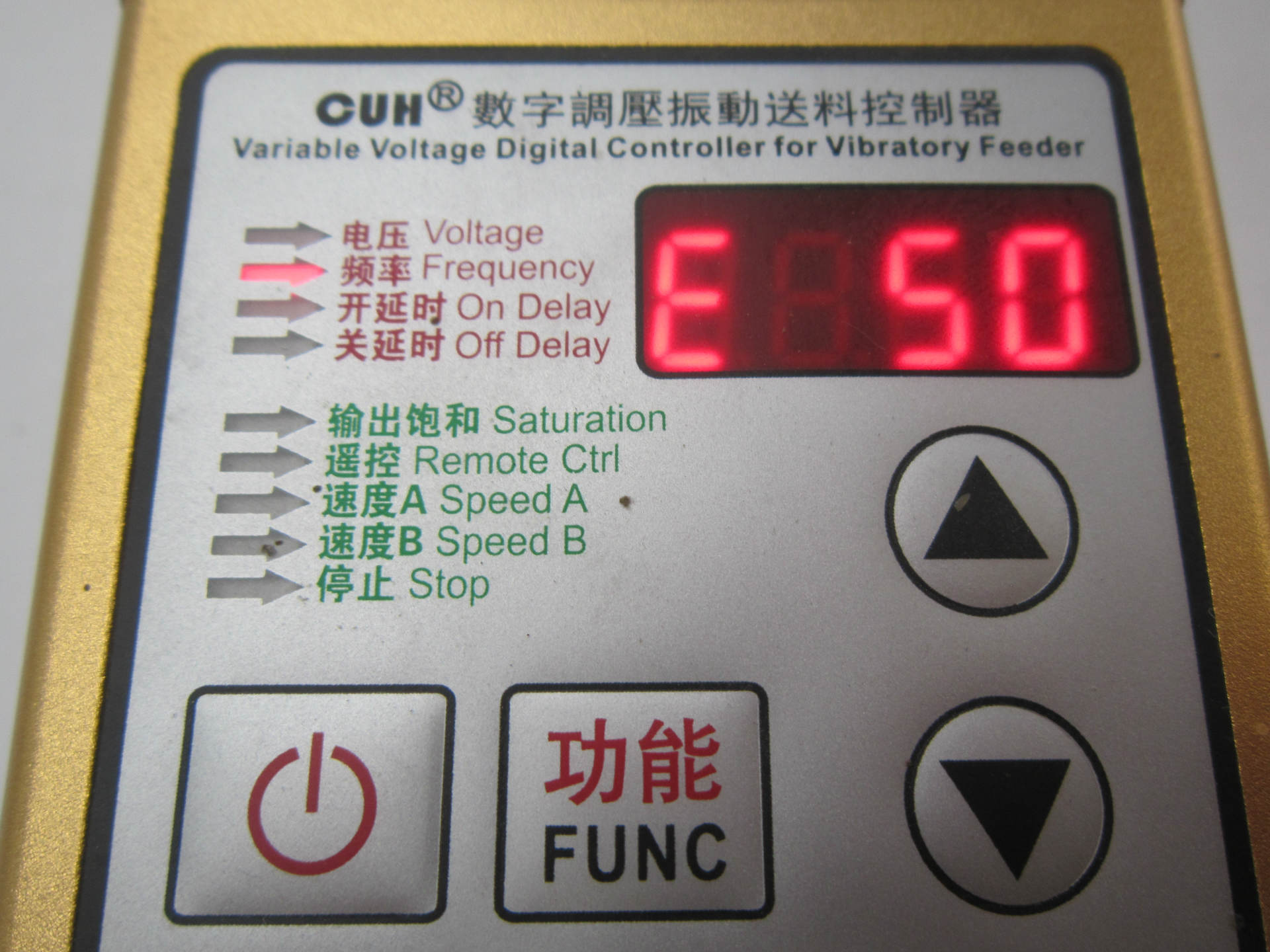
高端的調頻控制器,頻率則可以在40Hz~400Hz之間自由設定。請選擇最適合的頻率。如下圖。

訂購振動盤時,請您記得提供以下具體參數:
① 出料方式:已排序工件的狀態要求(工件在軌道中運動時,哪個部位在前或在上方?向前方供料,還是向下方供料?順時針還是逆時針?)
② 軌道數量要求:振動盤出口為單條軌道,還是多條軌道?
③ 供料速度:200件/分鐘?10件每分鐘?
④ 出料高度:工件最底部至振動盤工作台面的高度差。
⑤ 外觀塗層:不銹鋼本色?噴塗PU膠?拋光?


除此之外,制作過程中的另一個必備材料——準備輸送的工件樣品——也請記得提供給我們

振動盤不是萬能的,在準備訂購之前,您需要瞭解它的缺陷:
① 噪音:空轉時的噪音、工件相互之前碰撞的噪音、工件與振動盤軌道相互摩擦的噪音、安裝有輔助吹氣管工作時氣流的噪音,這些都是不可能完全避免的,我們隻能盡量控制,減小噪源。必要時,現場工件人員可以配戴耳塞。

② 磨損:由於振動盤靠摩擦力驅使工件向前運動,工作過程中,振動盤軌道與工件之前、工件相互之間的摩擦將不可避免。這對於一些對表麵光潔度要求高的精密電子零件和一些塑膠零件影響會比較大。零件表麵可能會形成一定程度的劃痕,裝配出來的產品顯得不那麼新瞭。對此,我們有兩種解決辦法:一是在振動盤軌道上塗覆一層PU膠,由於PU膠的硬度比較低,將會大幅減少振動盤軌道對工件的磨損程度;二是為振動盤配備振動料倉或提升機,它可以給振動盤持續添加工件,而振動盤內部不需要儲存很多,這樣就最大程度地減少瞭工件之前的摩擦。

雖然如此,在此我們還是提醒您,振動盤對工件的磨損將是不可避免的,我們能做的是盡量減小它。
還有任何疑問嗎?撥打我們的號碼吧


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



