



| 加工定制:是 | 品牌:捷創鑫 | 型號:非標 |
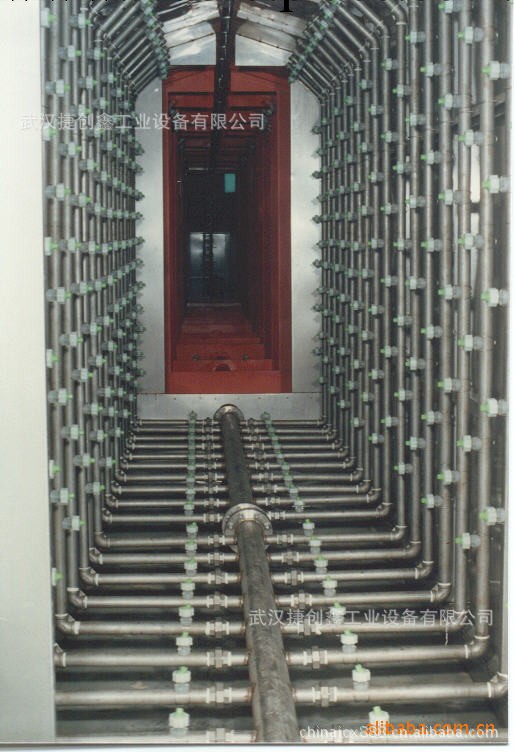
| 產品用途:產品表麵預上理 | 產品別名:表麵預處設備 | 類型:噴淋式前處理 |

塗裝前表麵處理技術是塗裝技術的一個重要組成部分,塗裝前表麵處理可以提高塗層與金屬表麵的附著力,提高塗層對金屬的防腐蝕保護能力。磷化或鋯化處理是塗裝前處理中最重要的一道工序,它可以在金屬表麵形成一層均勻的保護膜,以提高塗層與金屬的附著力,提高金屬的耐腐蝕性能。
前處理的方式通常可分為噴淋式前處理、遊浸式前處理、浸泡式前處理三種。根據不同的工件及前處理要求選擇相應前處理方式。每一種方式均可以單獨使用,也可以混合使用,這主要是取自於工件自身對前處理工藝的要求。目前客戶選擇采用單獨噴淋式有處理的較多,雖然表麵前處理的效果較好,但相對設備投入成本較高;噴淋式與遊浸式相結合的方式也是客戶選擇較多的一中方式,這種方案在前期投資上相對較小,處理工藝的效果也較佳。
1) 除油: 主要有礦物油、潤滑脂、動、植物油脂,比如操作與搬運過程中用手摸等油脂使絕大多數塗料的附著力嚴重下降,並影響它們的乾燥,也使塗層的硬度和光澤度降低。 以堿溶液除去工件上之油污,主要的堿為NaOH,NaHCO3等等混合而成;可以買到專門的脫脂粉,然後配制成水溶液;肥皂的皂化作用;
2) 水洗 以清水漂洗,以免前一工序中的溶液污染到下一工序。清水必須是活的(流動的)。
3) 除銹 黃銹能促進腐蝕產物在塗層下蔓延,使塗層失去屏蔽性和不透濕性。在高溫高濕條件下能導致塗層和金屬的早期損壞,松散的黃銹,附著力差,能與塗層一起脫落。 除銹的方法很多,如堿液法,酸液法,機械法,電解法等,常見的是堿液法。以化學溶液除去工件表麵的氧化皮,銹跡等,一般是用硫酸,也有用草酸。還可輔以超音波清洗。除銹工藝通常在生產線外進行。
4) 表調(中和) 表麵調整的簡稱:以酸(或堿)溶液除去除銹工序中表麵多餘的堿(或酸),調整酸堿度盡可能到中性,即PH值=7; 作用:加快磷化速度,細化磷化結晶,增加磷化的結晶點;
5) 磷化 磷化是塗裝前處理的中心環節,用磷酸式錳、鋅、鎘的正磷酸鹽溶液處理金屬工件,使在工件表麵上形成一層不溶性磷酸鹽保護膜,所形成的磷化膜系具有細微小孔的致密結構,增大瞭工件表麵積,可以增大塗層接觸麵積,使磷化膜與塗層之間產生有利的相互滲透,大大提高有機塗層對工件的附著力 。 磷化所形成的磷化膜是一層穩定的不導電的隔離層,使金屬表麵由優良導體變為不良導體,抑制瞭微電池形成,有效地阻止塗層腐蝕。 磷化常用的方法按處理溫度分為高溫磷化(70~90℃ ),中溫磷化(50~70℃ )和常溫磷化(20~30℃ )。磷化膜一般是黑色的。
設計生產包括:汽車工業塗裝設備、靜電粉末塗裝設備、鋁材塗裝設備、木器傢具塗裝生產線、不粘漆塗裝設備、無塵塗裝設備、自動化塗裝設備、塑膠手動自動無塵塗裝生產線、前處理設備、電泳塗裝系統、噴鍍設備、大型裝配輸送線、電子插件生產線等工業設備,廣泛應用於:汽車制造業、摩托車、鋁型材、傢用電器、電子信息產業、玩具、傢具、炊具、體育用品、職(技)校教學實驗設備等


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。

