| 種類:縫紉機 | 用途:縫紉設備 | 自動化程度:半自動 |
| 適用厚度范圍:厚料機 | 線跡類型:多種 | 品牌:秦工 |
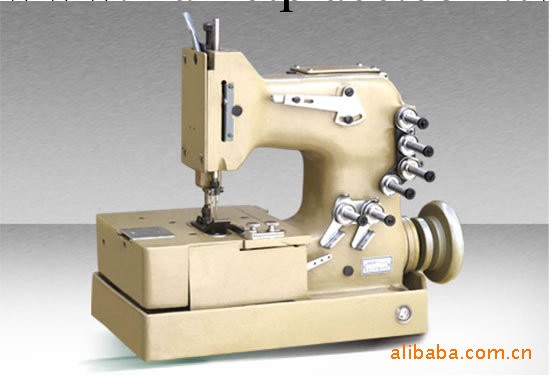
| 型號:GA204-107 | 適用場所:工廠用 | 作用對象:織物 |
| 驅動形式:電動 | 針數:雙針 | 線數:四線 |
| 機頭數:單頭機 | 產品類型:全新 | 外形尺寸(長*寬*高):740*230*420(mm) |
| 整機重量:40(Kg) | 產品別名:平縫機 |


本系列機型對厚料加固縫提供最佳縫紉效果,無需熟練技術也能完成縫紉要求,厚料機采用大擺梭梭芯,電腦編程控制,保證高產量和卓越的花樣縫式質量,粗線縫紉時也無需頻繁更換梭芯,進而能提高生產效率(繩子專用)。
◆Characteristics:
This series of models of thick seam reinforcement materials to provide the best sewing results, can be completed without the need of skilled sewing requirements, thick material machine is put on a large Haloxylon core, computer programming control, to ensure high yields and excellent pattern slotted quality, thick line, also do not need frequent replacement sewing bobbin, thus can improve production efficiency.

2年一次的“上海華聯展”---- 我們在09年的展會上的一些照片,幫助新朋友更直觀瞭解我們吧,呵呵!










| 故障特征 | 產生原因 | 處理方法 |
| 1、引不上底線 | 1.梭線太短 2.梭線夾於梭門 3.機針太高,.擺梭無法勾住線環 | 1.拉長梭線 2.檢查底線是否被卡住,並排除之 |
| 2、針桿竄動 | 1.針桿孔、針桿磨損 2.針桿連接軸螺釘松動,針桿位移 | 1.調換針桿套,或選配新針桿 2.重新對針,並擰緊緊固螺釘 |
| 3、過若乾針跳一次線 | 1.擺梭磨損,擺梭尖太鈍 2.機針太高或過低 | 1.換擺梭 2.調整針桿高度或機針高度,重新對針 |
| 4、連續跳線或一針也不能縫 | 1.機針質量差或機針彎曲不能正常產生線環 2.機針過高,勾不住線環,縫料縫線、機針三者配合不當 3.長期使用擺梭,梭床等零部件嚴重磨損或折 | 1.更換合格機針或校直機針 2.調整針桿或機針高度,按表2規定選用 3.一般情況下可更換擺梭或梭床,必要時進行大修 |
| 5、縫薄不跳線,縫厚跳線 | 1.壓腳壓力不夠 2.機針太細 3.勾線機構等零件嚴重磨損 | 1.調整壓腳壓力 2.換機針 3.更換零件,進行修理 |
| 6、縫厚不跳線,縫薄跳線 | 1.針板的容針孔磨損過大 2.機針太粗 3.壓腳底部磨損或壓腳壓力過小 | 1.更換針板 2.換細針 3.換壓腳,或調整壓腳壓力 |
| 故障特征 | 產生原因 | 處理方法 |
| 1、第一次斷線,斷線頭呈切割狀 | 1.機針裝反或機針沒有裝足,致使機針太低 2.縫料偏硬,機針偏細或壓腳壓力過大 | 1.檢查機針的安裝和針桿連接軸螺釘是否松動 2.更換機針或調整壓腳壓力 |
| 2、縫線在斷頭兩端呈卷曲狀,並帶有短須 | 1.夾線過緊或縫線在縫紉時發生拌繞 2.縫線被擺梭擠入梭床導向槽 3.縫線腐脆易打結,質量差過線部位有毛刺 | 1.調整夾線片壓力並檢查過線路排除拌繞 2.檢查擺梭的磨損情況,必要時,更換擺梭 |
| 3、縫料下部積線重,無法形成針距而斷線線頭如馬尾狀 | 1.送佈牙過低,縫料停止不前積線過多而斷 2.送佈與挑線步調不合被軋斷 3.壓腳、機針松動,阻礙縫料運行 | 1.抬高送佈牙 2.調整送佈凸輪定位角度 3.緊固壓腳和機針螺釘 |
| 4、縫紉中突然斷線、麵線有曲狀波動 | 1.梭床位置沒裝好麵軋入梭床 2.梭心套未鎖緊縫紉中突然移位 3.擺梭質量差梭心簧過長或梭心套橢圓 | 1.重新調整梭床位置 2.重新安裝梭心套 3.換擺梭 |
| 5、縫紉中突然斷底線 | 1.梭心套不合格,內徑橢圓,致使梭心轉失靈 2.梭心簧螺釘擰得過緊,使梭皮壓力過小 3.梭心繞線過滿或過於松散雜亂 4.底線腐脆、有結頭,使底心無法通過梭心簧 | 1.更換梭心套 2.旋松梭心簧螺釘 3.重繞梭心線 4.更換底線 |
| 故障特征 | 產生原因 | 處理方法 |
| 1、縫厚料斷針 | 1.機針過細或彎曲 2.縫料厚度不勻 3.針桿竄動過大 | 1.換新粗針 2.適當放慢縫速並用手幫助送料 |
| 2、短針距不斷針,長針距斷針 | 1.送佈牙動作滯後 2.送佈牙不合格,機直碰送佈牙後端而斷針 | 1.應調整送佈凸輪的定位 2.適當縮短針距或換新送佈牙 |
| 3、機針斷在針板下麵 | 1.機針位置偏低,機針碰擺梭 2.梭床沒裝好,擺梭尖碰機針 3.擺梭托與機針端麵間隙過小或過大,擺梭托碰針或失去護針作用。 | 1.調整針桿或機針的位置 2.重新裝擺梭 3.調整擺梭與機針的端麵間隙 |
| 4、機針斷在針板上麵 | 1.手拉縫料過猛,致使機針彎曲 2.壓腳螺釘松動,致使壓腳歪斜碰機針 3.送佈凸輪位移致使縫料拉斷機針 | 1.加強操作練習 2.調整壓腳擰緊螺釘 3.調整送佈凸輪螺釘位置 |
|
| 故障特征 | 產生原因 | 處理方法 |
| 1、機頭轉動沉滯 | 1.加錯瞭潤滑油,特別是加註瞭植物油 2.梭床內污垢太多 3.連桿螺釘,圓錐螺絲裝得過緊 | 1.用煤油沖洗後重新加註縫紉機油 2.清洗梭床 3、調松螺絲保證一定的間隙 |
| 2、送轉時,半圈沉滯,半圈輕滑或每轉一圈有一個沉滯點 | 1.梭床內軋有線頭運轉時不僅半圈沉滯而且伴有劇烈的抖動和噪音 2.送佈牙位置高或齒縫內積聚污垢,使送佈牙上升時與針板相碰 3.斷針或外界沖擊使針桿彎曲 | 1.清理梭床並加註少許縫紉機油 2.清洗或調低送佈牙 3.更換或校直針桿 |
| 3、機頭被卡住不能轉 | 1.送佈牙位置太靠前或太靠後,碰針板 2.針桿安裝位置太高,針夾碰機殼 | 1.調整送佈牙的位置 2.重新對針,調整針桿高度 |


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。