| 加工定制:是 | 類型:磁粉探傷機 | 品牌:星宇 |
| 型號:CDG-3000~12500 | 測量范圍:表麵和近表麵 | 重量:3000(kg) |
CDG---6000型微機控制交直流熒光磁粉探傷機
采用國傢JB/T8290—1998《磁粉探傷機》標準及德國DIN國際先進標準。
該機為微機控制半自動磁粉探傷設備,它以小型工業可編程序控制器(PLC)為核心對系統的夾緊、旋轉、噴灑磁懸液、磁化、退磁、松開等機械程序動作進行控制,能按規定程序完成除上料、觀察以外的全部探傷過程,既可自動操作,又可手動單步操作。
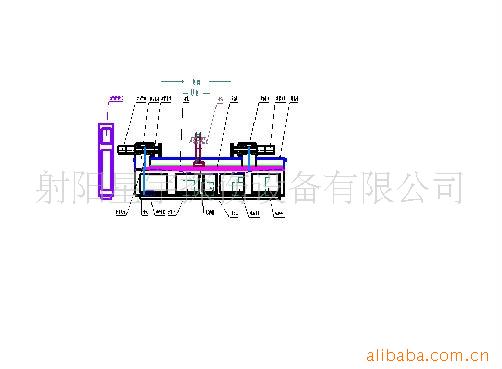
磁化電源主電路采用可控矽無節調壓電路,低電壓、大電流輸出。利用三相互成120°相位差的交流電源,按如下圖所示施加於被探工件上,周向采用外加法、縱向采用線圈法對工件進行復合磁化,使磁力線旋轉。從而一次探傷可檢查工件表麵和近表麵因鍛壓、淬火、研磨、疲勞而引起的裂痕及夾渣等細微的缺陷。並可對工件分別進行單路和復合磁化,磁化電流分別可調,具有噪音小、性能可靠的優點,並帶有斷電相位控制功能、同時PLC工作程序還可根椐探傷需要自行改變。
該機屬固定分立型結構,主要包括磁化電源控制櫃、夾持裝置、磁懸液噴灑及回收系統、暗室、紫外線燈等幾部分組成,並以相應方式聯於一體。
磁化電源控制櫃是直立箱式結構,采用冷紮板焊接而成,控制麵板裝在櫃前麵,櫃內立著一塊安裝板,上麵裝配著所有電氣元件及觸發控制板和PLC機,為瞭使控制按鈕避免有其它誤操作,控制麵板增加瞭不銹鋼框,既達到防護效果,又美觀大方。
夾持裝置的床身結構是采用槽鋼焊接而成,夾緊通過氣缸帶動電療夾緊,其夾緊力和運行速度均可調節,磁化電流的主變壓器線圈、磁軛線圈及回路導線均采用紫銅排及軟電纜連接而成。主變壓器鐵芯采用冷紮高錫錫鋼片制作,磁懸液箱及儲液槽均采用不銹鋼材料制作,能分別適用於油基和水基磁懸液,並配有過濾網和排液口,磁懸液散佈裝置,采用目前較好的專業攪拌泵和壓力泵,具有噴流量大,攪拌均勻等優點,再加配一系列防堵措施,解決瞭磁粉探傷機中磁懸液經常堵塞的現象。
儲液箱為獨立整體,它根椐液體流動原理設計成型,蓋上裝有125W電
動機兩隻,進行攪拌和抽液,容積為30升,置於檢驗工作臺底部。
噴灑系統采用一隻微型氣缸控制,多噴頭噴灑,內壁噴頭流量分別有
單獨球控制。
人工上料——夾緊一—旋轉一—噴灑——磁化——旋轉——觀察——退磁——松開一—下料
環境溫度:-10°- +40°C
相對濕度:不大於85°C
安裝時設備放在平整的水泥或水磨地麵上即可,無需與地麵固定。
預付款到位之日起45天交貨。
1.1預驗收是指設備制造完畢後,出廠前的驗收。設備發貨前10-15天通知需方派員按預定日期到達供方進行設備預驗收,驗收標準在滿足技術規格要求的前提下,按JB/T8290-1998標準和雙方簽定訂的技術協議進行檢驗,驗收結束,雙方簽訂驗收紀要後方可發貨。
1.2設備預驗收期間,若發現與雙方簽訂的技術協議以外的問題,在返工量不大的情況下,供方在發貨前可以給予解決,但切不可貨物到需方現場時提出,如是這樣一切後果自負。
2.1安裝調試是指設備到達需方後,在操作現場的安裝與調試。設備到達需方後,必須在一周內通知供方,3日內供方安裝調試人員到達需方要求進行安裝調試,並進行正式驗收,其驗收標準按第十條第1.1款要求進行。若驗收結果仍存在問題,供方可在不影響需方生產的前提下5天內給予解決。
2.2安裝調試結束以雙方簽署的“雙方入廠驗收報告”之日起算保修
期。
3.1設備所有原器件及原材料的購進,都是通過嚴格篩選和認證,保證是正規廠傢生產,如有非正規廠傢的器件,一經查出以一罰十,同時賠償經濟損失。
3.2所有自制件均采用合格材料,嚴格按設計工藝要求制造。
3.3質量保證期:設備自雙方簽署合格的需方入廠驗收報告之日起,
3.4保證期內出現設備本身質量問題,需方將立即通知供方,供方在
3.5質量保證外,供方還可常年提供設備的備件和其它探傷用附件材料。
供方可免費為需方培訓與使用設備的有關人員,培訓人地點在供方或需方,直至學會為止,但供方無權發證,如需上崗證,必須通過國傢或部、省、行業舉辦的無損檢測培訓班,獲取二級資格證方可上崗。
包裝箱嚴格按標準規范進行包裝,運輸方式:汽車或火車托運


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。