| 加工定制:是 | 類型:磁粉探傷機 | 品牌:瑞泰探傷 |
| 型號:CJE-4000A | 測量范圍:接箍表麵近表麵裂紋 | 分辨率:A型2#試片清晰顯示 |
| 尺寸:3000*1500*1450(mm) | 重量:2700(kg) |
CJE-4000A型
接箍專用熒光磁粉探傷機
1、 設備名稱、型號
CJE-4000A微機控制接箍專用熒光磁粉探傷機
2、 設備概述
該機為微機控制半自動濕法熒光磁粉探傷設備。它以小型工業可編程序控制器(PLC)為核心對系統的機械程序動作,能按規定程序完成除人工觀察及上、下料以外的全部探傷過程,既可自動操作,又可手動單步操作。
磁化電源主電路采用目前通用的可控矽無級調壓電路,用隔離主變壓器以低電壓大電流輸出,對工件進行周向、縱向及復合磁化,從而一次性探傷可檢查出工件表麵和近表麵因鍛壓、淬火、研磨、疲勞而引起的裂痕及夾渣等細微缺陷。
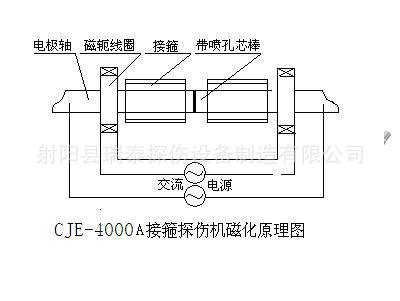
磁化電源控制電路采用目前先進的集成電路技術,利用改變可控矽導通角來調整主電路輸出電流的大小,磁化電流連續可調,交流磁化具有斷電相位控制功能,既可用於連續法探傷,又可用於單方向磁化時的剩磁法探傷,其剩磁穩定度好。該機周向磁化采用通電法,縱向磁化采用磁軛線圈。其周向電療的夾緊穿棒采用氣缸驅動,並配有紫外燈及暗室。適用於機械、汽車、航空、內燃機、鐵道等行業對各種中小型鐵磁性零件的熒光磁粉探傷。
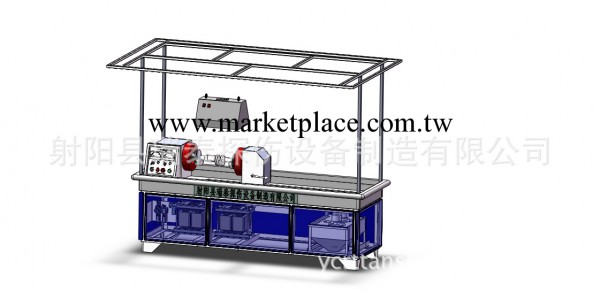
3、 結構形式(如圖)
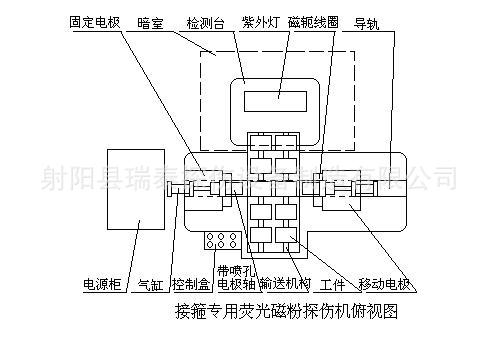
該設備為機、電分體式結構,主要由電源控制櫃、磁化裝置、輸送機構、檢測臺以及紫外燈、暗室等組成。
電源控制櫃內設有PLC中央控制系統、控制元件、交流磁化控制系統、電流指示系統。
磁化裝置主要由周向電療、磁軛線圈、主變壓器、周向磁化穿棒機構、輸送機構、磁懸液噴灑和回收系統、氣動元件、紫外燈和暗室等幾部份組成。被探工件的穿棒是通過氣缸驅動來實現的。磁化電源的主變壓器和電療、線圈的連接導體均采用紫銅排及軟電纜連接而成。主變壓器鐵芯采用冷軋高矽矽鋼片制作,所有電氣元件均經過嚴格老化篩選,確保質量。
磁懸液攪拌噴灑及回收系統由儲液箱、攪拌器、集液槽、抽液泵、輸液管、噴液器組成。其中儲液箱為獨立整體,蓋上裝有抽液泵,進行磁懸液的攪拌和抽液,置於機床底部。為瞭使磁懸液不產生吸附沉淀,儲液箱與集液槽均采用不銹鋼制造。
該設備的觀察暗室,框架采用方管制作而成,四麵及頂部采用遮光佈遮
光,頂上裝有排風扇,經濟實用,在檢測位置的上前方400mm處配一套管式紫外燈。
4、 特點
4.1、中央處理系統采用PLC控制,即可實現手動控制(單步操作)又可實現自動控制;
4.2、交流磁化電源主電路,采用可控矽無節調壓,工作噪音小,輸出功率大,重復使用率高,低壓大電流輸出,安全可靠;
4.3、周、縱向磁化電流均可分別連續可調;
4.4、交流磁化帶斷電相位控制功能,既可用連續法探傷,又可用剩磁法探傷,剩磁穩定度好;
4.5、穿棒采用氣動,噪聲小,速度均勻;
4.6、機床的儲液箱和儲液槽均采用不銹鋼材料制造,既適用於油劑磁懸液,又適用於水劑磁懸液。且磁粉攪拌均勻,無沉淀死角;
4.7、檢測效率高,一次磁化可檢測兩個工件;
4.8、充磁、輸送、觀察、退磁同步進行,提高瞭探傷速度;
4.9、電療中心高可適當調整能適應多種規格接箍的探傷;
4.10、內外噴灑保證接箍內外壁缺陷全方位顯示;
4.11、較長工件不適宜一次磁化兩個工件,縱向磁場有效范圍在0-500MM之間;
5、 主要技術參數
5.1、周向磁化電流:AC 0-4000A(有效值) 連續可調,帶斷電相位控制器功能;
5.2、縱向磁化磁勢:AC 0-15000AT (有效值)連續可調,帶斷電相位控制器功能;
5.3、退磁效果: 工件退磁後的剩磁≤0.3mT;
5.4、夾緊方式: 氣動夾緊,氣源壓力≥0.4MPa(氣源用戶自備);
5.5、磁化方式: 周向、縱向和復合磁化;
5.6、操作方式: 自動操作和手動單步操作;
5.7、紫外線強度: 距工件表麵380mm處不小於1000μw/cm2;
5.8、適用范圍:工件最大外徑≤400mm
5.9、探傷節拍:8-12秒/2件(不含觀察時間)
5.10、靈敏度: A型15/50試片清晰顯示;
5.11、電源:三相四線 AC 380V 50Hz 約180A
6、 工藝流程
6.1、連續法探傷工藝流程
上料――穿棒――內外噴灑――磁化――退棒――輸送――檢測臺觀察――下料――退磁
6.2、操作程序為:人工將工件放在輸送機構托架上,然後啟動工作按鈕,設備按設定程序進行穿棒夾緊噴灑磁化,然後輸送至檢測臺觀察,觀察完畢後退磁下料,完成一次探傷過程。
四.主要配置
1、PLC可編程序控制器 歐姆龍
2、可控矽 上整廠
3、電器元件 人民電器
4、主變 自制
5、觸發電路板 自制
6、紫外線燈管 進口菲利浦
五.使用環境
1、溫度 :10C ~ +400C;
2、相對濕度:不大於85 %;
六.質量保證
1.設備預驗收
1.1、預驗收是指設備制造完畢後,出廠前的驗收。設備發貨前10-15天通知需方派員按預定日期到達供方進行設備預驗收,按《JB/T8290-1998》標準和雙方簽定訂的技術協議進行檢驗。驗收結束,雙方簽訂驗收紀要後發貨。
1.2、設備預驗收期間,若發現有雙方簽訂的技術協議以外的問題,在返工量不大的情況下,供方在發貨前可以給予解決。
2.安裝調試
2.1、安裝調試是指設備到達需方後,在操作現場的安裝與調試。設備到達需方後,3日內供方安裝調試人員到達需方進行安裝調試,並進行終驗收,其驗收標準按第四條第1.1款要求進行。若驗收結果仍存在問題,供方可在不影響需方生產的前提下15天內給予解決。
2.2、安裝調試結束以雙方簽署的“終驗收報告”之日起算保修期。
3.質量保證和售後服務
3.1設備所有原器件及原材料的購進,都是通過嚴格篩選和認證,保證是正規廠傢生產。
3.2所有自制件均采用合格材料,嚴格按工藝要求設計制造。
3.3質量保證期:設備自雙方簽署合格的需方“終驗收報告”之日起,保修12個月,並終身服務。
3.4保證期內出現設備本身質量問題,需方立即通知供方,供方在48小時內到達需方,免費修理。保證期限外出現質量問題,在48小時到達需方(有償修理),均在15天內完成修復。
射陽縣瑞泰探傷設備制造有限公司


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。