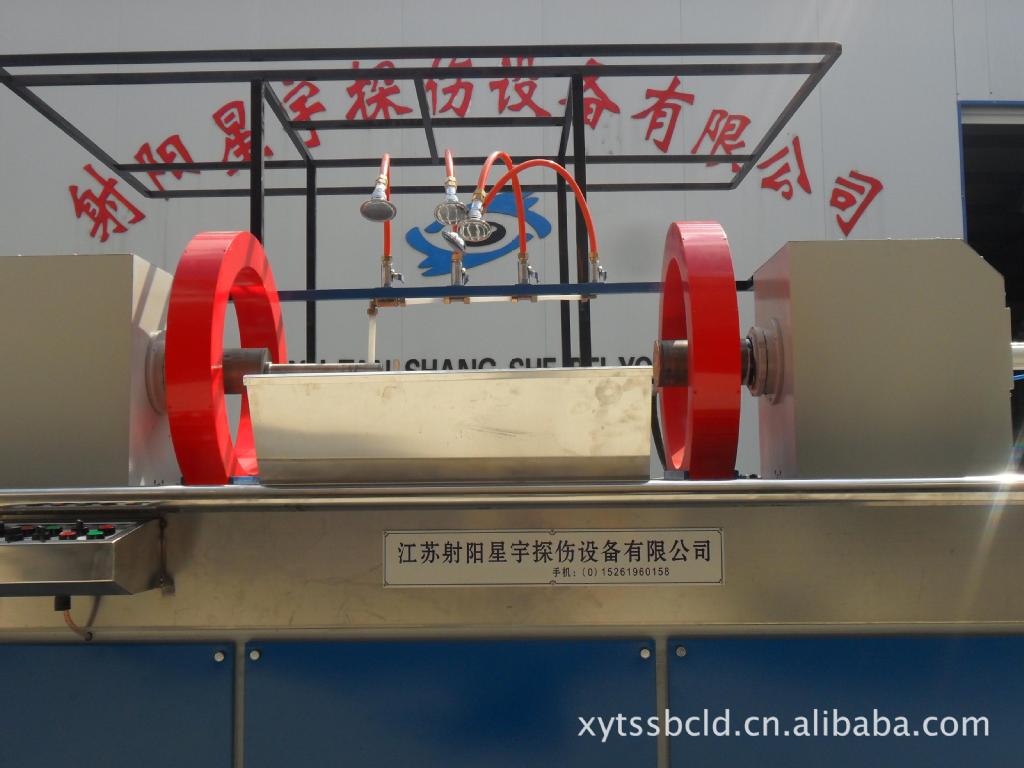
(一) 設備名稱、型號 1.1 CJE-9000型微機控制熒光磁粉探傷 1.2 規格:最大直徑600mm以內,長度200―600mm的增壓器 1.3 檢測要求:檢查工件表麵和近表麵細微缺陷。 (二)本機設計制定標準 JB/T8290—1998《磁粉探傷機》 (三)設備能力 運轉時間:大於500小時/月。 節拍:每隻10――30秒。 (四) 設備組成(見附圖) 電源控制櫃(包括 :操作站、控制主板和主電源板等 ) 一套 磁化夾持裝置(包括:夾緊機構、磁軛縱向磁化器、周向磁化器等)一套 控制系統(歐姆龍PLC) 一套 磁懸液噴灑系統 一套 紫外燈系統 一套 暗室系統 一套 旋轉觀察機構 一套 (五)主要技術指標: 本機按照《中華人民共和國國傢標準磁粉探傷機》(JB/T8290—1998)制造。 輸入電源:三相四線 380V±10% 50Hz,最大瞬間約400A 暫載率:20% 磁化電流 周向:AC 0—9000A,(有效值),連續可調(帶斷電相位控制) 縱向:AC:0-18000AT(有效值),連續可調(帶斷電相位控制) 電療間距:0—650 mm 磁化方式:單周向磁化,單縱向磁化和復合磁化 氣動夾緊:夾緊行程0-50mm 夾緊方式:氣動(氣源用戶自備³0.4MPa) 氣源氣壓: 0.4—0.8MP 使用環境:溫度—10℃~+40℃ ,相對濕度≤80% 貯存環境:溫度—20℃~+60℃,相對濕度≤70%,無腐蝕性氣體粉塵和強力高頻電磁污染。 靈敏度測試:按《中華人民共和國機械行業標準JB/T6065—92》磁粉探傷用標準試片規定,以15/50的A型試片測試,在工件上顯示清晰。 運行方式:手動、自動; 暫載率:20% 三 。設備概述 該機為微機控制半自動濕法交流復合磁化熒光磁粉探傷設備。它以小型工業可編程序控制器(PLC)為核心對系統的機械程序動作,如夾緊、雙線圈進退、噴灑磁懸液、磁化、轉動觀察、退磁、松夾等進行程序控制,能按規定程序完成除人工上下料和缺陷觀察以外的全部探傷過程,既可自動操作,又可手動單步操作。 磁化電源主電路采用目前通用的可控矽無級調壓電路,采用兩路相位相差120°的交流電,用隔離變壓器以低電壓大電流方式輸出。對工件進行周、縱向交流復合磁化,從而一次性探傷可檢查出磁場覆蓋范圍內工件表麵和近表麵因鍛壓、拉伸、淬火、研磨、疲勞而引起的裂痕及夾渣等細微缺陷。該設備磁化電流的輸出電壓均低於36V安全電壓,因此可絕對保證操作人員的安全。 控制電路采用目前先進的集成電路技術,利用改變可控矽導通角來調整主電路輸出電流的大小,磁化電流連續可調。交流磁化有斷電相位控制功能,既可用於連續法探傷,又可用於單方向磁化時的剩磁法探傷,且剩磁穩定度高,該機周向磁化采用通電法,縱向磁化采用雙線圈法。雙線圈進退的縱向磁化方法,可以使縱向磁場均勻覆蓋工件表麵,並且方便瞭工件的上下料。其電療的夾緊采用氣動夾緊,兩線圈的相向平移均采用氣缸驅動。兩電療的同步轉動由擺線針輪減速機帶動六角軸來實現。 照明采用進口的飛利浦熒光燈管,適用於各種鐵磁性零件的磁粉探傷。 四、結構形式及工作過程(如圖) 該機為機、電分立式結構,其主要由磁化電源控制櫃和夾持裝置,工件轉動機構、磁懸液噴灑及回收系統等部分組成。 磁化裝置 磁化電源控制櫃為直立式結構,櫃體左右兩側有兩扇門,控制麵板裝在控制櫃的側面,櫃內立式安裝著一塊元器件安裝板,電源控制系統包括操作麵板、控制電路配電板等。操作麵板安裝在電源控制櫃的上方,包括電源開關、電源指示、周向電流調節電位器、縱向電流調節電位器、周向電流指示、縱向電流指示及各功能控制按鈕開關。控制電路配電板位於電源控制櫃的內部,其中包括主電路空氣開關、主電路交流接觸器,主電路保護快熔、主電路變流器件可控矽、可編程控制器(PLC)、各功能動作執行控制器件、各功能動作保護器件、周、縱向兩套同步電源以及兩套帶斷電相位控制可控矽專用觸發線路控制板。電源控制櫃有可開啟的門,方便維護、檢查。 電源櫃元件均經過嚴格老化篩選,確保質量。 夾持裝置 夾持裝置以床身為基礎,內部有不銹鋼集液槽。下部裝有周縱兩隻主變壓器,控制櫃由電纜線與磁化裝置相連接。不銹鋼集液槽內裝有導軌、線圈移動機構、尾電療移動機構安裝在導軌上。 磁懸液噴灑及回收系統 磁懸液噴灑及回收系統由集液槽、儲液箱、噴液泵、攪拌泵、管道、噴淋頭、濾網等部分組成,對工件進行噴淋、集液、濾清、回收以便循環使用。噴淋頭安裝在床身的前側,自上而下對工件進行噴淋,每路噴淋頭均設有調節閥,保證工件充分濕潤而不飛濺。攪拌泵電機使磁懸液中的磁粉充分懸浮防止磁粉沉結,同時亦用於床身右端的手動噴槍的噴淋,手動噴淋由軟管接出,便於手動操作。配備兩道過濾裝置,可防止污染,確保磁懸液的潔凈;承載磁懸液的容器和集液槽材料為奧氏體不銹鋼,磁懸液儲液箱置於夾持裝置的後麵確保添加磁懸液方便,釋放磁懸液乾凈,其容積為30升。 五、結構特點 5.1、該機應用人性化設計理念,結構設計合理,外觀新穎美觀。控制系統與主機相互獨立,隔絕瞭磁懸液對電器元件的污染,並且便於對設備進行維護。 5.2、中央處理系統采用PLC控制,既可實現手動操作(單步操作)又可實 現自動控制,提高瞭工作效率。 5. 3、機內裝有集成邏輯電路控制的自動衰減式退磁系統,退磁電流連續可調,退磁方便,效果好,磁化和退磁一機兩用; 5.4、磁化電源主電路,采用可控矽無級調壓,工作噪音小,輸出功率大, 重復使用率高,低壓大電流輸出,安全可靠; 5.5、帶斷電相位控制功能,既可用連續法探傷,又可用剩磁法探傷。 5.6、設備的儲液箱和集液槽均采用非磁性材料不銹鋼制造,既適用於油劑 磁懸液又適用於水劑磁懸液。磁粉攪拌均勻,無沉淀死角。自動噴液桿便於拆裝,V型回油口;並配有手動噴液裝置; 5.7、機床配有常用按鈕控制盒,便於探傷操作; 5.8、電療夾頭紫銅板制造,接觸好,不易打火; 5、9工藝流程 連續法探傷工藝流程 上料―― 夾緊 ―― 噴液磁化――磁化――旋轉觀察――退磁――松夾――下料 六、設備的安全保護設施: 設備設有互鎖裝置,具有安全防護裝置;;設備的安全防護技術條件符合中國國傢強制性標準。 七、設備的環保要求: 設備的液體不含有有毒物(PCB):設備的噪聲等級不超過80dB。 八、設備驗收 1.驗收標準 技術標準:JB/T8290-1998《磁粉探傷機》; 2.驗收按標準試片、技術協議、合同、實物; 3.終驗收在使用方現場。 九、質量保證 設備制造依據為JB/T 8290-1998《磁粉探傷機》標準。 設備按ISO9001:2000質量體系要求設計、生產。 質量保證和售後服務 (1)設備所有元件及原材料的購進,都通過嚴格篩選和認證,保證是正規廠傢生產。 (2)所有的自制件均采用合格材料,嚴格按設計工藝要求制造。 (3)質量保證期,自雙方簽署合格的《入廠驗收報告》之日起,包修12個月,並終身服務。 (4)保證期內出現設備本身質量問題,需方立即通知供方,供方在12小時內響應, 36小時內到達需方,免費修理。保證期限外出現質量問題,供方在12小時內響應, 36小時到達需方(有償修理)均在2天內完成修復。 十、技術資料的提供: 設備出廠後供方向需方提供設備使用說明書、電路原理圖、觸發電路圖、接線圖、PLC程序圖、梯形圖。 十一、不可抗力 1、雙方在本協議的履行過程中由於臺風和地震及其他無法預見、不力不可抗拒事故而影響履行本合同的義力時,發生不可抗力事故一方應立即將發生不可抗力事故的情況以傳真或快件方式通知對方,發生不可抗力事故一方對此不負責任,但須於事故發生後3天內將有關的不可抗力證明遞交給另一方確認。 2、發生不可抗力事故可以延遲履行但並不能免除其在協議中的應盡義務,發生不可抗力事故一方應積極排除不可抗力事故影響,盡快履行其協議義務。 十二、商務條件 1.用戶自備 (1)電源:供給指定地點(一處),380V,50HZ,>400A。 (2)氣源:供給指定地點(一處)大於0.4Mpa。 2.交貨日 (1)訂貨後到設計、制作、檢查出廠止,45個工作日。 (2)從出廠到貴公司指定地點安裝、交貨為止,為5日以內 3.隨機技術文件 隨機提供以下技術文件: 使用說明書 (內含電路原理圖、電氣接線圖、簡要維修說明、隨機附件等)。 合格證 附:主要元器件廠傢(可根據需方要求使用特定品牌) 名稱 品牌或制造廠傢 可編程控制器 歐姆龍 控制按鈕 人民企業集團 空氣開關 人民企業集團 交流接觸器/快熔/互感器 人民企業集團 可控矽 上海上整 主變壓器 無錫特種變壓器廠 氣動元件 亞德克(臺灣產) 熒光燈管 PHILIPS 射陽星宇探傷設備有限公司 |