| 品牌:祥和 | 型號:TDP-1.5 | 適用范圍:製藥、食品、化工、電子、陶瓷等 |
| 產品別名:打片機、藥片機 | 重量:85kg | 規范:JB20020-2004 |
| 材質:鑄鐵 | 表麵:油漆 |
1、本機為小型臺式壓片機,用電動機驅動,可連續沖壓各種片劑
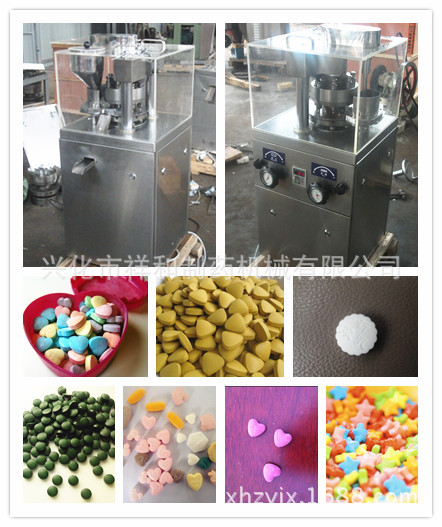
2、本機可將各種小顆粒、粗粉末沖壓圓形或異形的片劑,適用於實驗室或小批量生產各種藥片,糖片、鈣片、異形等。
3、本機不適用於沖壓大顆粒固體,潮濕或極細的粉末。
4、本機結構簡單,操作方便,自動化程度高,適用各種形狀片劑的沖壓
型號 | TDP1.5 | TDP5 |
最大壓片沖力(千牛) | 15 | 50 |
最大壓片直徑(毫米) | 15 | 18 |
最大填充深度(毫米) | 11 | 15 |
上下沖桿直徑(毫米) | 10 | 10 |
中模外圓直徑(毫米) | 28 | 33 |
壓片產量(片/時) | 3600 | 2000-3600 |
傳動功率(千瓦) | 0.37 | 0.55 |
機器凈重(公斤) | 85 | 145 |
外形尺寸(毫米) | 540*450*640 | 600*500*700 |
一、用途及特點
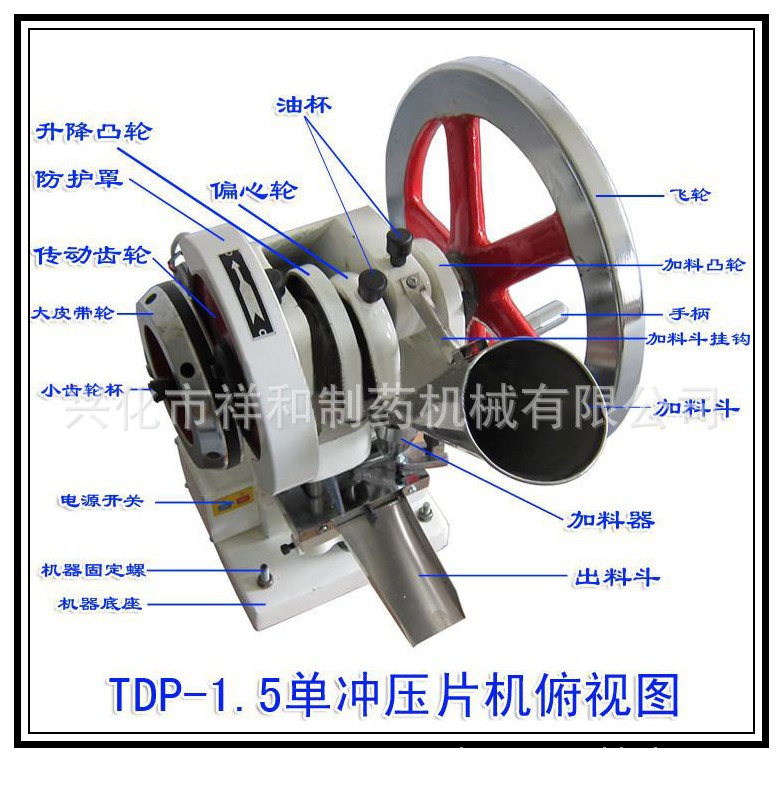
TDP-1.5型單沖壓片機,能將粉粒原料壓製成片劑,可廣泛用於製藥廠、化工廠、醫院、科研單位、實驗室試製和小批量生產。
本機性能優良,適應性強,使用方便,易於維修,體積小,重量輕,無電時也可手搖片。本機隻裝一付沖模,物料的充填深度、壓片厚度均可調節,能適應製藥行業壓製各種中、西藥片製的要求和其它行業壓製各種類似產品的要求,深受名行業廣大用戶的歡迎。
二、 技術規范
序號 | 項 目 | TDP-1.5型 |
1 | 最大壓片力(千牛) | 15 |
2 | 最大壓片直徑(毫米) | 12 |
3 | 最大充填深度(毫米) | 12 |
4 | 壓片產量(片/時) | 約5000 |
5 | 配用沖片模型號 | TDP-1.5 |
6 | 電動機功率(瓦) | 0.55 |
7 | 轉 速(轉/分) | 1400 |
8 | 機器重量(公斤) | 90 |
9 | 長×寬×高(毫米) | 570×380×630 |
三、壓片機的安裝和接地
1、壓片機安裝在牢固的木製工作臺上(也可安裝在水泥臺上)用三付M12地腳螺釘固定。工作台面至地麵的體度約600毫米左右為1拆卸修理方便,在木製工作臺上對應下沖芯桿的位置處還應有一個直徑約35毫米的孔。
2、接通電機電源前先將電動機接好地線,經保安全。再卸下三角皮帶,接通電機電源,開動電機觀察電機旋轉方向是否正確(電機軸的旋轉方向應與防護罩或受輪上的箭頭方向相反)若旋轉方向不對,則另行接線,然後再把三角皮帶裝好。
四、沖模的裝卸和壓片時的調整
1、沖模的安裝:
(1)安裝上沖
旋松下沖固定螺釘、轉動手輪使下沖芯桿升到最高位置,把下沖桿插入下沖芯桿的孔中(註意使下沖桿的缺口斜麵對準下沖緊固螺釘 ,並要插到底)最後旋緊下沖固定螺釘。
(2)安裝下沖
旋松上沖芯緊固螺母,把上沖芯桿插入上沖芯桿的孔中,要插到底,用扳手卡住上沖芯桿下部的六方旋緊上沖緊固螺母。
(3)安裝中模
旋松中模固定螺釘,把中模拿平防入中模合板的孔中,同時使下沖進入中模的孔中,按到底然後旋緊中模固定螺釘。放中模時須註意把中模放平,以免歪放入時卡住,損壞孔壁。
(4)用手轉動手輪、使上沖緩慢下降進入中模孔中,觀察有無碰撞或磨擦現象。若發生碰撞或磨擦,則松開中模臺板固定螺釘(兩個),調整中模臺板固定的位置,使上沖進入中模孔中,再旋緊中模臺板固定螺釘,如此調整指直到上沖頭進入中模時無碰撞或磨擦方為安裝合格。
2、出片的調整
轉動手輪使下沖升到最高位置,觀察下沖口麵是否與中模平麵相齊(或高或低都將影響出片)若不齊則旋松蝶行螺絲,松開齒輪壓板轉動上調節齒輪,使下沖口麵與中模平麵齊,然後仍將壓板按上,旋緊蝶行螺絲。
至此,用手搖動手輪,空車運轉十佘轉,若機器運轉正常,則可加料試壓,進行下一步調整。
3、充填深度的調整(即藥片重量的調整)
旋松蝶行螺絲,松開齒輪壓板。轉動下調節齒輪向左轉使下沖芯桿上升,則充填深度減少(藥片重量減輕)。調好後仍將齒輪壓板近上,旋緊蝶行螺絲。
4、壓力的調整(即藥片硬度的調整)
旋松連桿鎖緊螺母、轉動上沖芯桿,向左轉使上沖芯桿向下移動,則壓力加大,壓出的藥片硬度增加:反之,向右轉則壓力減小,藥片硬度降低,調好後用扳手卡住上沖芯桿下部的六方,仍將連桿鎖緊螺母鎖緊。
至此,沖模的調整基本完成,再啟動電機試壓十佘片,檢查片重、硬度和表麵光潔度等質量如合格,即可投料生產。在生產過程中、仍須隨時檢查藥片質量,及時調整。
5、沖模的拆卸
(1)拆卸上沖
旋松上沖緊固螺母,即可將上沖桿拔出,若配合較緊,可用手鉗夾住上沖桿將其拔出,但要註意不可損傷沖頭梭刃。
(2)拆卸中模
旋松中模固定螺釘。旋下下沖固定螺釘,旋松蝶行螺絲,松開齒輪壓板。轉動調節齒輪使下沖芯桿上升約十毫米,輕輕轉動手輪,使下沖芯桿將中模頂出一部份,用手將中模取出,若中模在孔中配合緊密,不可用力轉動手輪硬頂,以免損壞機件。這時須拆下中模臺板再取出中模。
(3)拆卸下沖
先已旋下下沖固定螺釘,再轉動手輪使使下沖芯桿升至最高位置,即可用手拔出上沖桿。若配合緊密,可用手鉗夾出(註意不要損傷沖頭梭刃)。
(4)沖模拆卸後尚須轉動調節手輪,使上沖芯桿退下約10毫米,轉動手輪使下沖芯桿升至最高位置時,其頂端不高於中模臺板底地麵隨可(這一步不要忽略,以免再次使用時發生下沖芯桿與中模頂撞的事故)。最後仍將下沖固定螺釘旋上。
五、主要機件的拆卸與安裝
1、中模臺板
拆卸:抽出擋粉板,取下料鬥,旋出加料器緊定螺釘,旋下加料器固定螺栓和彈簧,取下加料器,旋下中模臺板固定螺釘及彈簧墊圈,即可取下中模臺板。
安裝:參考上述相反順序進行。在旋上加料器緊固螺釘時須註意對正。
以免損壞加料器的絲孔。
2、上沖芯桿:
拆卸:旋松連桿鎖緊螺母,轉動上沖芯桿使其與連桿脫離,轉動手輪使偏心輪殼升至最高位置,轉動偏心輪殼使連桿擺之前上方,即可將上沖芯桿從模架孔的上方抽出。安裝參考上述相反順序進行。
3、下沖芯桿
拆卸:旋下下沖固定螺釘,蝶行螺絲及齒輪壓反轉動調節齒輪,使下沖芯桿下降並從機身底孔下取出。安裝:參考上述相反順序進行。
4、連桿
拆卸:先拆下上沖芯桿,再擰開連桿銷上的緊定螺釘,取出連桿銷,即可取下連桿。
安裝:按上述相反順序進行。
5、大皮帶輪、下齒輪及過橋軸
拆卸:抵下三角皮帶,旋下過橋軸右端母及墊圈(在機身裡麵),用手拿大皮帶輪連同小齒輪和過橋軸一起抽出來,然後可用將過橋軸從輪孔中抽
出。(大皮帶輪和小齒輪及軸套三者壓在一體,一般不需要拆開)。
安裝參考上述相反順序進行。
6、主軸
拆卸:拆卸主軸應兩人進行,首先拆下大皮帶輪,再旋下螺母取下杠桿、杠桿軸及充填滾輪。(必要時再拆下手輪及充填凸輪)卸下防護罩,旋下螺釘及墊圈,用木錘敲打大齒輪內側的非工作麵(不可重大)。
將其卸下(註意勿使提升滾輪丟失),再用木錘和銅棒敲打軸端(註意不要損傷軸端螺孔),同時拿牢軸的另一端並挾住偏心輪殼,慢慢將主軸拆下。
安裝:參考上述相反順序進行。
六、機器的潤滑和保養
1、各運動機件磨擦麵的潤滑是保證機器正常運轉和延長使用壽命的重要環節,特別是各主要運動件若在缺油情況下乾轉會迅速損壞而不能使用,因此壓片機在使用前必須將全部油杯、油孔和磨擦麵加上潤滑油,並空車運轉使各磨擦麵部滿油膜,然後方可投入使用。今後每班按使加油,但每次加油也不可過多,以免溢出影響清潔,沾污藥片。各加油部位及加油次數見下表:
2、每班前均須檢查各螺絲是否松動,在工作過程中也應經常註意檢查,如有松動,立即旋緊,以免發生故障。其主要部位有:
上沖緊固螺母,中模固定螺釘,下沖固定螺釘:
連桿鎖緊螺母,連桿鎖緊定螺釘:
升降叉鎖緊螺母(2隻)蝶行螺絲:
中模臺板固定螺釘(2隻)。
加油部位及加油次數表
序號 | 加油部位 | 所加潤滑油 | 每班加油次數 |
1 | 主軸孔油杯(2隻) | 黃油 | 2-3次 |
2 | 偏心輪殼油杯(1隻) | 黃油 | 2-3次 |
3 | 過橋輪軸油杯(1隻) | 黃油 | 2-3次 |
4 | 提升凸輪凹槽(即大齒輪內側凹槽) | 黃油 | 每班檢查凹槽表麵擦去污物加黃油一次 |
5 | 充填凸輪的凹槽 | 黃油 | 每班檢查、視情況加油 |
6 | 齒輪齒麵 | 黃油 | 每班檢查、視情況加油 |
7 | 連桿上油孔 | 機油 | 1次 |
8 | 杠桿的擺動支點處 | 機油 | 1次 |
9 | 上沖芯桿的表麵 | 機油 | 2次 |
0 | 提升桿的表麵 | 機油 | 2次 |
3、每班前和每次調班後都須手搖試壓幾片,無問題後再開電動壓片。
4、在壓片過程中須經常檢查沖模質量,如發現有缺邊、裂紋、變形成嚴重損、應及時更換,以免發生故障損壞機器和影響片劑質量。
5、每天使用完畢後將剩餘粉粒取出,擦清機器各部。若停用時間較長,則須拆下沖模,將機器各磨擦麵、工作麵擦凈,塗以防銹油,罩上防塵衣;沖模應擦凈後浸入油中保存。
7、定期檢查機器,每月2次。
七、使用註意事項
1、初次使用前應對照機器實物仔細閱讀說明書,然後使用。
2、本機器隻能按一定方向運轉(見手輪或防護罩上的箭頭所示)不可反轉,以免損壞機件。在壓片調整時尤需註意,不要手身體疏忽。
3、皮帶松緊調節:通過機電底板上的兩個調節螺母進行調節。調好後註意鎖緊。
4、無電源時用手搖壓片,應將三角皮帶拆下,以減少阻力及磨損。但不
要將大皮帶也拆下來,因為大皮帶輪省力的作用。
5、電動壓片時須將手輪上的轉動手柄扳倒,以免運轉時傷人。
6、無論手動壓片或電動壓片,在啟動前應使上沖芯桿處在上升位置,然後再啟動。若在上沖處於下降位置的情況下啟動,則剛剛開始啟動就進入瞭中模壓片,這時由於機器的轉速還未升上去慣性較小,容易發生頂車的情況。(即上沖頭進入中模後由於藥片的抗力而“頂死”,使機器停止運轉。頂車時由於負荷較大,往往損壞機器或燒毀電機)。
7、頂車後的處理辦法:
(1)在電動壓片時發生頂車情況,應立即關閉電源,以免燒壞電機。
(2)頂車情況較輕時,可用手板轉手輪使上沖通過“死點”(但不可反轉,以免加料器重復加料,造成更嚴重的頂車)。也可用加力桿(附件)插入大皮帶輪孔中板轉(但不可反轉和兩人同時板轉,以免損壞機件)。
(3)嚴重頂車時,旋松連桿鎖緊螺母,扳轉上沖芯桿,使其上升以減小壓力,再轉動手輪將藥片頂出。然後重新調整藥片硬度。
8、在壓片過程中須經常檢查藥片質量(片重、硬度、表麵光潔度等)。及
時調整。
9、壓片前的配料製料工藝對壓片有很大的影響。如藥料和滑料、填料、粘結劑等輔料的配方製顆粒的情況(粉子的狀況、顆粒松緊、粉料的比例、含水量等),都直接影響藥片質量。並往往由於配料製粒不當而不能成片,甚至損壞機器。因此,本機器不能用於將半固體的或潮濕的或無顆粒極細粉子的壓片。在使用中若發現壓片已調得相當大仍壓不成片或雖壓成片但出現過於疏松、起層、碎片、麻點。掉粉等現象,就應從配料方麵找出原因、加以解決。切不可一味調整加大壓力,以至損壞機器。此外,有些藥
料壓出的藥片硬度雖然不大,但具有一定的韌性,其抗摔震性不差(通常以從1-1.2米高度掉在池麵不碎即可),因此應滿足運轉保管的要求為度不要單從硬度著眼,以免壓片壓力過大,損壞機器。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。