| 品牌:祥和 | 型號:ZP31 | 適用范圍:製藥、食品、化工、電子、陶瓷 |
| 產品別名:打片機 | 重量:1700KG | 行標:JB20020-2004 |
| 材質:不銹鋼 |
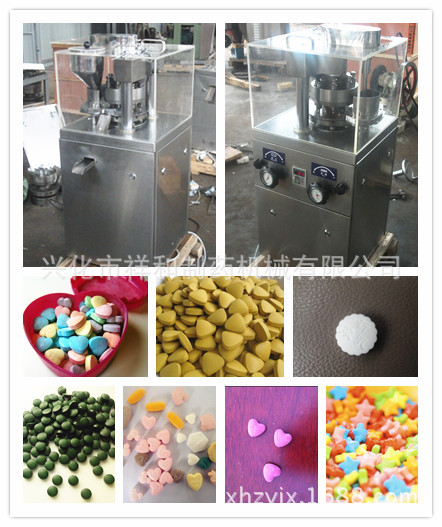
ZP29W雙色片旋轉式壓片機

1、本機是一種自動旋轉、變頻調速、連續壓片的機器。它主要用於製藥工業的片劑製造,同時適用於化工、食品、電子等工業部門中將顆粒狀原料壓製成片劑。
2、本機適用於含粉量(100目以上)不超過10%的顆粒狀原料的壓製。本機不適用於半固體、潮濕顆粒、低熔點、易潮原料和無顆粒的粉末壓製。
3、本機能壓製4~20毫米的圓形、異形及雙麵刻字、環形片、並根據定貨要求壓製20毫米的片劑。(特殊規格壓製22毫米)
轉 臺 沖 模 數 | 29付 |
最大 工作 壓力 | 100千牛 |
最大 壓片 直徑 | 4-20毫米 |
最大 壓片 厚度 | 6毫米 |
最大 填充 深度 | 18毫米 |
最大 壓片 產量 | 7萬片/小時 |
轉臺 工作 直徑 | 420毫米 |
轉 臺 轉 速 | 6.2~20轉/分 |
中 模 直 徑 | 34毫米 |
中 模 高 度 | 22毫米 |
上、下沖桿直徑 | 26毫米 |
上 沖 桿 長 度 | 115毫米 |
下 沖 桿 長 度 | 115毫米 |
外 形 尺 寸 | 980×1240× 1690毫米 |
機 器 凈 重 | 1850公斤 |
功 率 | 4千瓦 |
轉 速 | 1400轉/分 |
電 壓 | 380伏 |
1.1沖模安裝前,應將轉盤的工作麵,上下模孔,中模孔和所安裝的沖模逐件檫拭乾凈。打開機器左、右側下方門板,觀察片厚調節表牌上片厚指示應調節在刻度3上,如不符,可用調節手輪調整,並恢復左、右門板位置。然後,依次打開在機器後麵的窗板,旋松出片嘴固定螺栓,卸下出片嘴,再打開下部的後門板,並將壓片室麵板兩側不銹鋼六角螺釘旋去,用鑰匙開啟後抽出後麵板。
1.2沖模的安裝
將轉臺上中模緊固螺釘逐個旋出轉臺外圓1毫米左右(勿使中模裝入是與螺釘頭部碰檫為宜),中模與孔是過度配合,裝入時較緊,故中模須放平。此時,將嵌舌翻上,將打棒穿入上沖孔,用手錘輕輕敲入中模,並以中模平麵不高出轉臺平麵為合格,然後將螺釘固緊。
1.3上沖桿安裝
上軌道的嵌舌仍往上翻起,可在沖桿尾部途少許植物油,然後將上沖桿插入轉臺上孔內,用手指旋轉沖桿,並上、下滑動應靈活自如,檢查沖模質量是否符合要求。再轉動試車手輪至上沖桿勁部進入平行軌道。逐個裝入上沖桿完畢後,必須將嵌舌翻下。
1.4下沖桿的安裝
用手指頂起在主體麵上裝卸下沖桿用墊塊,即可裝入下沖桿。方法與上述相同。但裝妥後必須將墊塊恢復原狀。
1.5全套沖模安裝完畢後,盤動試車手輪使轉盤與轉臺數字順序方向旋轉2周,觀察上、下桿進入沖模孔及在導軌上運行情況。不可有碰撞和硬磨擦現象方算合格。另要註意下沖上升到最高點時(即出片位置)應高出轉臺工作麵0.1—0.3毫米。
由上壓輪軸、杠桿和彈簧支承所組成的上壓輪卸荷裝置中,當上壓輪受沖桿的反力使杠桿上作用在彈簧上的力超過定值時,彈簧自行立移,並使上壓輪上輪上抬,讓開沖桿,與此同時在一端的行程開關被觸發,機器自動停車,並發生聲光信號。
打開機器頂蓋的手孔蓋,旋動壓緊彈簧的外套,按標尺上刻度調整工作壓力後,擰緊鎖定螺母即可。
1、定期檢查機件,每月1—2次。檢查蝸輪、蝸桿、軸承、壓輪、上、下導軌等活動部分是否轉動靈活,發現嚴重磨損等缺陷應及時修復後再使用。尤其是壓輪和沖桿頂部的壽命是以接觸一百萬次為限,否則會造成疲勞損壞。
2、一次使用完畢後,應取出剩餘粉劑,刷清機器各部分的殘餘粉子。如停用時間較長,必須把沖模全部拆下,機件表麵塗刷防銹油,用部蓬罩好。
3、沖模應放置在有蓋的浸油鐵皮箱,保持清潔,勿使生銹和碰傷。
4、電氣元件應註意工作條件(系指溫度、濕度),特別是變頻器更應小心從事,一般情況下應松專業廠傢維修。
5、對機器電器部件絕緣測試前,務請拆除連接變頻器的主回路和控製回路,以免測試高電壓損壞變頻器。
6、註重機器的接地,為瞭您的安全,必須使本機可靠接地。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。