



| 加工定制:是 | 型號:平麵油石 | 規格:200*50*25mm |
| 材質:綠碳化矽 | 粒度:80-120/180-240(目) | 適用范圍:各種刀具/木工專用 |
| 品牌:昊陽磨具 |
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
磨料介紹 |
| 代號 | 種類 | 特點 | 用途 | ||||||
| A | 粽剛玉 | 硬度高、韌性。 | 適用於中高抗張強度金屬材料的磨削,如一般碳素鋼、合金鋼、可鍛鑄鐵、硬青銅等。 | ||||||
| WA | 白剛 | 硬度高於棕剛玉,磨粒易碎裂,棱角鋒利,切削性好,磨削熱量小等。 | 適用於材料較硬,熱敏感性較強鋼的磨削,如淬火鋼,高碳鋼,一般高速鋼、合金鋼等的磨削、主要用於工具、辦具,模具、齒輪、螺紋、薄壁零件等的靡削及成型磨型。 | ||||||
| PA | 銘剛玉 | 硬度與白剛玉相近,韌性則比白剛玉高,磨粒切削刃鋒利,棱角保持性好,耐用度較高。 | 適用於淬火鋼、合金鋼刀具及工件的磨削以及量具和機表零件等的精密磨削,也適用於成型磨削。 | ||||||
| SA | 單品剛玉 | 與棕、白剛玉相比硬度高,韌性大,呈單顆粒球狀晶體,具有衣好的多棱切削刃,抗破碎性較強 | 適用於不銹鋼,高礬高速鋼等硬度高,韌性大及易變形,易燒作工件的磨削加工。 | ||||||
| MA | 微晶剛玉 | 磨粒由微小晶體組成,韌性大,強度高,磨粒自銳性好。 | 適用於軸承鋼,不銹鋼和特種球墨鑄鐵等的磨削,用於成型磨、切入磨和其他精密磨削。 | ||||||
| A/WA | 棕白混合磨料 | 具有棕、白剛玉兩者的優點。 | 適用於球墨鑄鐵由軸、輪軸等工件的磨削用其他磨削。 | ||||||
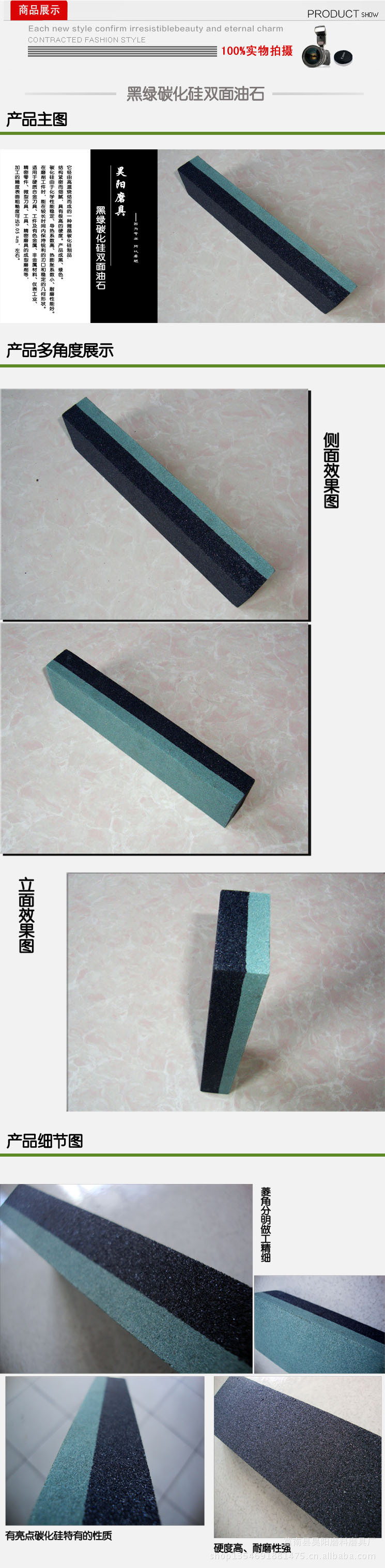
| GC | 綠碳化矽 | 硬度高、脆性大,磨粒鋒利,導熱性好。 | 適用於硬質合金刀具、工件及有色金屬、非金屬等的磨削。 | ||||||
| C | 黑碳化矽 | 硬度高,性脆,磨粒鋒利,具有一定的導熱性。 | 適用於有色金屬用非金屬材料的磨削。 | ||||||
粒度介紹 |
| 磨具粒度是指磨料顆粒幾何尺寸的大小,國傢標準按磨粒尺寸的大小將磨料分為41個粒度號。 磨具粒度的選擇直接影響到工件加工的表麵粗糙度及磨削效率。一般來說,用粗粒度砂輪磨削時磨削效率高但工件表麵粗糙度較好,但磨削效率低。總之,在滿足工件表麵粗糙度要求的前提下,應晝先用粒度較粗的磨具,以保證較高的磨削效率。 | 粒度號 | 使用范圍 | |||||||
| 4、5、6、8、10、12、14、16、20、22、24、30 | 用於粗磨及切割等 | ||||||||
| 36、40、46、54 | 用於一般要求的半精磨 | ||||||||
| 60、70、80、90、100 | 用於一般要求的精磨 | ||||||||
| 120、150、180、220、240、W63、W50、W40、W28、W20 | 用於研磨、螺紋磨等 | ||||||||
| W14、W10、W7、W5、W3.5、W2.5、W1.5、W1.0、W0.5 | 用於鏡麵磨、精細拋光等 | ||||||||
| 硬度介紹 |
| 大級 | 超軟 | 軟 | 中軟 | 中 | |||||
| 小級 | D.E.F | 軟1 | 軟2 | 軟3 | 中軟1 | 中軟2 | 中1 | 中2 | |
| 代號 | |||||||||
| G | H | J | K | L | M | N | |||
| 大級 | 中硬 | 硬 | 超硬 | ||||||
| 小級 | 中硬1 | 中硬2 | 中硬3 | 硬1 | 硬2 | Y | |||
| 代號 | |||||||||
| P | Q | R | S | T | |||||
硬度 | |||||||||
| |||||||||
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。

