| 品牌:米勒 | 型號:MFD-30 | 驅動形式:腳踏 |
| 電流:直流 | 頻段:中頻 | 焊接原理:冷焊 |
| 工作形式:點焊 | 作用對象:金屬 | 作用原理:逆變 |
| 用途:焊接 | 電療行程:80 | 額定頻率:1000 |
| 焊接直徑:2.5+2.5 | 最大短路電流:32000A | 加工精度:大功率 |
| 動力形式:高週波 | 逆變頻率:1000HZ |
中頻逆變點(凸)焊機
編號: MFD-30
簡介:高產品質量,控制精度是傳統SCR型電阻焊機的20倍以上,次級電流輸出能力強,波形平直,焊接時幾乎不產生飛濺,焊點表麵質量好。廣泛的適應性,適用多種材料的焊接,如鋁金屬等導熱快、焊接性差的材料也可得到很好的焊接。另外,對於鍍鋅板和普通多層鋼板的焊接,其焊接質量也遠高於普通工頻焊機。
| | MFD-30 |
| | |
| |
焊機")
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||

產品特點:
1、高質量、高效率的焊接能力,功率因數達9 8%,三相輸入負載平衡。對於用戶電網的沖擊大大減少。
2、輸出電流為直流,電流平滑,反抗為零,1 0 0 0 H Z的工作頻率,時間控制精度為1 M S .
機身采用優質鋼板化力學結構設計整體美觀,剛性好,保證實現穩定的焊接質量。
3、電療加壓機構一體化,氣路短,結構緊湊、反應速度更快、安裝維護更方便。
4、次級回路采用高品質的導電材料,使回路阻抗大大降低。
5、氣缸換向閥采用進口電磁閥,相應速度快、流量大、壽命長、適應高速打點要求。
6、標準元器件均采用國際名牌,使焊機的總體質量達到一流水準。
7、配備MC- D系列的中頻焊接控制器,電流閉環控制,可高速精確的控制實際焊接電流。
8、可存儲6 0套焊接規范,大屏幕液晶屏界麵,具有中英切換顯示。
9、廣泛適用於航空、航天、汽車、壓縮機、電氣及其他特種領域的焊接要求。
主要技術數據 O v e r a l l d i m e n s i o n s
| 型號 | 輸入 電源 | 額定容 量KVA | 最大短路 電流KA | 負載持 續率% | 控制 | 逆變 頻率HZ | 冷卻水 量L/min | 臂伸尺 寸mm | 最大加 壓力KN | 電療行 程mm | 低碳鋼二塊 疊焊mm |
| MFD-20T | 3Φ380V | 80 | 23 | 20 | 初/次級恒流 | 1000 | 8 | 220*400 | 6 | 60 | 2+2 |
| MFD-20 | 3Φ380V | 80 | 23 | 20 | 初/次級恒流 | 1000 | 8 | 220*400 | 6 | 60 | 2+2 |
| MFD-30 | 3Φ380V | 150 | 32 | 20 | 初/次級恒流 | 1000 | 12 | 220*400 | 10 | 80 | 2.5+2.5 |
| MFD-40 | 3Φ380V | 200 | 42 | 20 | 初/次級恒流 | 1000 | 12 | 300*450 | 15 | 100 | 3+3 |
| MFD-50 | 3Φ380V | 280 | 55 | 20 | 初/次級恒流 | 1000 | 14 | 300*450 | 20 | 80 | 3.5+3.5 |
| MFD-60 | 3Φ380V | 300 | 60 | 20 | 初/次級恒流 | 1000 | 25 | 300*450 | 25 | 4+4 | |
| MFD-80 | 3Φ380V | 500 | 80 | 20 | 初/次級恒流 | 1000 | 25 | 300*450 | 30 | 4+4 | |
| MFD-100 | 3Φ380V | 750 | 100 | 20 | 初/次級恒流 | 1000 | 30 | 300*450 | 35 | 4.5+4.5 |
焊接加工件

概述
電阻焊是利用電流通過工件及焊接接觸麵的電阻產生熱量而焊接,同時對焊接處施加壓力進行焊接的一種焊接工藝。其具有生產效率高,成本低,節省材料及易於自動化等特點,被廣泛的應用於航天、汽車、能源、電子、五金等工業,按焊接電源可分為工頻交流焊機,次極整流焊機、三相低頻焊機、電容儲能焊機、逆變式焊機等。隨著科學技術的發展,特別是計算機技術和功率元件技術的進步,逆變電阻焊作為一種新型的控制器,也取得的全麵的發展,以其顯著的高質低耗的特點將大麵積替代低質高耗的工頻交流焊機、電容儲能焊機、次極整流焊機等。
工頻交流與中頻直流焊接系統比較
工頻交流電阻焊控制系統,采用反向並聯可控矽與焊接變壓器的初級進行串聯後接入電網, 利用交流電阻焊控制器,調節可控矽的導通角,進行調節變壓器的焊接電流。
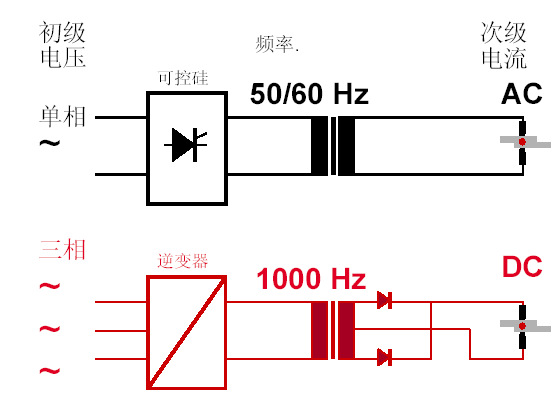
中頻逆變直流電阻焊控制,三相交流電經整流電路成為直流電,再經由功率開關器件組成的逆變電路逆變成為中頻方波接入焊接變壓器的初級,經焊接變壓器降壓整流成為脈動很小的直流電供給電療對工件進行焊接。逆變器通過反饋回來次級焊接電流進行調整功率器件的開關,從而達到焊接過程恒流。
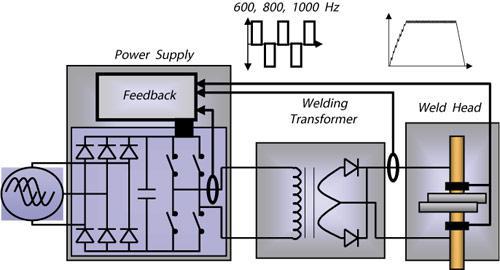
中頻控制系統原理圖
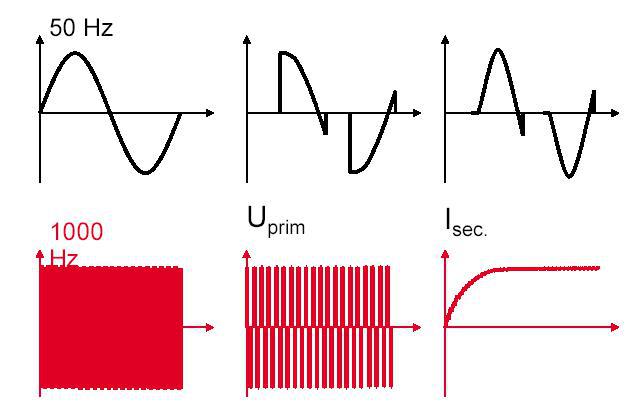
中頻電阻焊與交流電阻焊的電流比較圖
中頻焊接的優勢
- 1. 二次焊接回路中流過的電流是直流的。因此由於深入焊接工件中不同的浸深而產生的二次回路中的感 抗對焊接電流的影響大大減小。
- 2. 三相平衡負載,減少對供電系統功率要求,功率因素接近1,無電感分量,無須調整功率因素。
- 3. 消除對供電電源的污染,是綠色的焊接,不必單獨提供電源 可以和機器人焊接工裝控制系統在一起使用。
- 4. 減少電源消耗,節能降耗,還減少電纜的需要和花費及大量的維護成本。
- 5. 焊接變壓器的質量大大減輕,輕便快捷,隻有交流變壓器的質量和體積的1/3,適用於機器人焊接系統。
- 6. 提高熱量輸入效率,焊接變壓器輸出的是直流電壓,沒有電感的煩擾,純粹的直流沒有過零的缺點,熱量的效率大大提高
- 7. 智能型數字全閉環控制,焊接控制電流更精確,調整精度和監視精度比AC系統高20倍。可以對逆變器和變壓器進行保護。
- 8. 增加焊接工藝的穩定性,直流焊接的工藝性友好,焊接參數的可適應范圍寬,次級電流可以真正保持恒流,比交流要有更廣泛使用的前景。
- 9. 數字化控制更加提高電流控制和測量精度,焊接時間精度為毫秒,可以對焊接的時間任意控制。
- 10. 可以焊接鋁和鍍鋅金屬等材料,焊接結果良好。
- 11. 尤其適合於三層板焊接、非常薄的材料的焊接以及精密焊接的要求。
- 12. 精密逆變直流電阻焊,逆變頻率更高,電流控制更精確,特別適用於銅、鋁鎳、鉬、鎢、錳、金、銀及其他有色金屬和貴重金屬的精密連接,廣泛的應用在電池廠,電光源廠,汽車,醫療器械,光電通訊廠,微型馬達廠以及客戶要求比較高的高溫漆包線/特細漆包線(最小可以達到0.02mm)的帖片電感,線圈,金屬線的焊接,鎳杯,可伐絲焊接,CCFL方麵的焊接,保險絲,燈絲的焊接等對焊接要求比較高的電子工廠。
主要特點及技術參數
整個控制系統由控制器、中頻變壓器、工件組成。其中控制器又包含多個部分,有可控整流儲能部分、IGBT、電源驅動、控制主板等。
主要特點:
1、 輸出電源頻率:1KHZ,時間精度為 ms 級。
2、 具有熱量百分比及恒流兩種焊接控制模式。
3、 可編程64套焊接規范。
4、 五段加熱過程:預熱、焊接1、焊接2、焊接3、回火。
5、 具有豐富的I/O口,能更好地與PLC、機器人等適配。
6、 具有生產計數功能。
技術參數:
1、 輸入電壓:三相380V,50HZ/60HZ,電源波動+20%/-20%;
2、 輸出電壓:單相PWM 輸出 550V;
3、 輸出電流:據型號而定;
4、 冷卻水:流量 12L/MIN,溫度≤26℃;
5、 工作環境溫度:0 - 50℃;
6、 氣閥規格:AC220/AC110/DC24V(出廠設定).


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。