




| 品牌:博銳森BOREAS | 型號:15040 | 是否標準件:標準件 |
| 標準編號:150-40 | 材質:合金 | 用途:木工鋸片 |
| 是否塗層:非塗層 | 適用機床:開槽、劃線 | 規格:250*6.0*25.4 -35*60T |
| 樣品或現貨:現貨 | 是否進口:是 | 是否庫存:庫存 |
板材開槽鋸片適用材質:各種木材 膠合板廠
| 125X3.025.4-35X24T |
| 125X3.5X25.4-35X24T |
| 125X4.025.4-35X24T |
| 125X4.5X25.4-35X24T |
| 125X5.025.4-35X24T |
| 125X5.5X25.4-35X24T |
| 125X6.025.4-35X24T |
| 125X6.5X25.4-35X24T |
| 150X3.025.4-35X30T |
| 150X3.5X25.4-35X30T |
| 150X4.025.4-35X30T |
| 150X4.5X25.4-35X30T |
| 150X5.025.4-35X30T |
| 150X5.5X25.4-35X30T |
| 150X6.025.4-35X30T |
| 150X6.5X25.4-35X30T |
| 180X3.025.4-35X36T |
| 180X3.5X25.4-35X36T |
| 180X4.025.4-35X36T |
| 180X4.5X25.4-35X36T |
| 180X5.025.4-35X36T |
| 180X5.5X25.4-35X36T |
| 180X6.025.4-35X36T |
| 180X6.5X25.4-35X36T |
| 205X3.025.4-35X40T |
| 205X3.5X25.4-35X40T |
| 205X4.025.4-35X40T |
| 205X4.5X25.4-35X40T |
| 205X5.025.4-35X40T |
| 205X5.5X25.4-35X40T |
| 205X6.025.4-35X40T |
| 205X6.5X25.4-35X40T |
| 230X4.025.4-35X40T |
| 230X4.5X25.4-35X40T |
| 230X5.025.4-35X40T |
| 230X5.5X25.4-35X40T |
| 230X6.025.4-35X40T |
| 230X6.5X25.4-35X40T |
| 250X4.025.4-35X48T |
| 250X5.025.4-35X48T |
| 250X6.025.4-35X48T |
| 250X6.5X25.4-35X48T |
| 250X4.025.4-35X60T |
| 250X5.025.4-35X60T |
| 250X6.025.4-35X60T |
| 250X6.5X25.4-35X60T |
1.請將合金鋸片垂直地掛在乾燥的架子上,請務必避開潮濕的場所,千萬不要將合金鋸片平放在地上或者架子上,平放會導致合金鋸片變形。
2.使用時,請勿超過規定的最高轉速。安全使用轉速極限見如下:
木體厚 | D=205 | D=305 | D=355 | D=405 | D=510 |
1.2 | 8000 | ---- | ---- | ---- | ---- |
1.5 | ---- | 4800 | ---- | ---- | ---- |
2.0 | ---- | 6200 | 4500 | 3400 | ---- |
2.2 | ---- | 7500 | 5600 | 4000 | 2600 |
2.5 | ---- | 8000 | 6500 | 4700 | 3000 |
3.0 | ---- | ---- | 7200 | 5400 | 3500 |
3.5 | ---- | ---- | 8000 | 6400 | 4100 |
4.0 | ---- | ---- | ---- | 6800 | 4400 |
4.4 | ---- | ---- | ---- | 7500 | 4800 |
4.8 | ---- | ---- | ---- | 8000 | 5000 |
3.使用時,必須帶防護罩、手套、安全帽、勞保鞋、防護眼鏡。
4.在安裝合金鋸片時,必須先確認鋸臺的性能、用途,最好先閱讀鋸臺的說明書。以免裝錯,引起事故。
5.在安裝合金鋸片時,必須先檢查合金鋸片是否有裂逢、歪曲、補平、掉齒等現象後,再進行安裝。
6.合金鋸片的鋸齒超硬鋒利,禁止碰撞、掉落地上,必須輕拿輕放。
7.裝完合金鋸片後,必須確認鋸片的中心孔是否牢固地固定在鋸臺的法蘭盤上,有墊圈時必須將墊圈套好;然後,輕輕地用手推動鋸片確認鋸片轉動是否偏心晃動。法蘭盤直徑應與鋸片相適配,大小應為鋸片直徑的1/3略大,薄型片應采用1/2鋸片直徑的法蘭盤,鋸切效果更佳;
8.必須把合金鋸片箭頭指示的切割方向與鋸臺旋轉方向對準。嚴禁安裝反方向,方向裝錯會導致掉齒。
9.預轉時間:更換合金鋸片後,使用前需預轉一分鐘,讓鋸臺進入工作狀態時,才能進行切割。
10.當鋸片多次使用後,應對鋸片的鋸齒進行清理,把附在鋸齒兩側的樹脂,木屑等雜物清除掉,不然會對鋸片的加工效果有較大的影響;
11.存儲鋸片,不應把鋸片疊在一起,應把鋸片放於原裝的紙盒內;
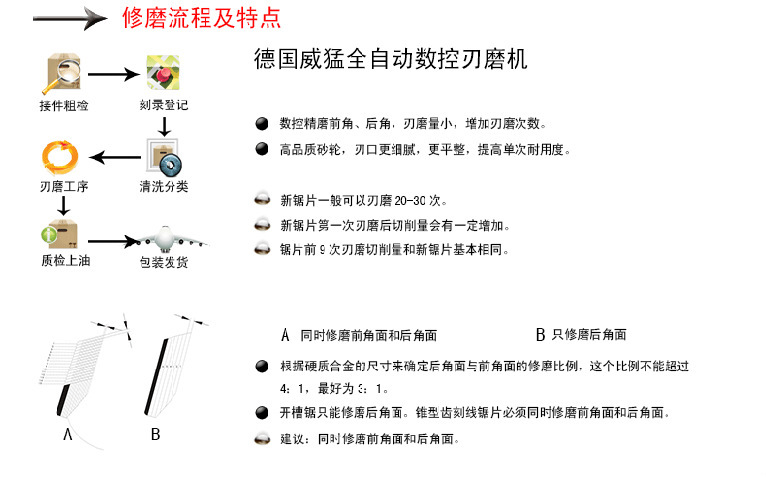
硬質合金鋸片的使用壽命比碳素鋼、高速鋼的使用壽命大大延長,但在使用中有些問題還是要引起重視。
硬質合金的鋸齒剛修磨好是很鋒利的,以後漸漸地磨損。
我們把磨損情況分為三個階段,剛刃磨的硬質合金有個初始磨損階段,以後進入正常磨階段,當磨損到一定程度會發生急劇磨損。
我們希望在急劇磨損發生前進行修磨,這樣修磨數量最小,能延長鋸片的壽命。
用戶千萬不要“拼”鋸片,因為會直接影響鋸的使用效果和使用壽命。
當鋸片不在鋒利,切斷橫截麵粗糙,必須對鋸片進行修磨,不然會對切削效果有較大的影響,導致鋸片使用壽命縮短,不利於客戶的經濟效益,在以下情況下需對鋸片進行修磨處理:
A使用鋸片的機床耗能顯著的增加
B加工材料時,有明顯的爆口現象
C合金刀頭的刃口磨損達到0.02MM
對於鋸片的修磨,應到專業的合格的修磨公司進行修磨,以確保鋸片修磨後的質量;
1.基體和刀頭結合部位磨損
原因:被切材料非常耐磨,切割碎屑夾雜在切縫中不能排出。
解決方法:在基體的特殊位置使用保護齒,使用較大壓力的冷卻水流可以增強排屑效果。
2.刀頭兩側磨損不均勻
原因:鋸片傾斜切割;兩側水量不一樣,其中一側水量不足。
解決方法:檢查鋸片傾斜情況;檢查冷卻水系統。
3.鋸片失圓
原因:軸磨損導致鋸片中心孔和主軸間隙較大或者安裝不正確。
解決辦法:換掉磨損的軸或者修理中心孔。
4.鋸片偏擺
原因:被切材料碎屑夾雜在切縫中引起機體受力不勻;法蘭盤直徑過小或兩側法蘭盤直徑不一致;鋸片與法蘭盤間夾雜有異物;沒有正確安裝。
解決方法:清理碎屑並加強排屑效果;調節或更換法蘭盤;按照說明正確安裝。
5.刀頭破損
原因:刀頭結合劑太硬;鋸片進給速度太快。
解決方法:根據被切材料選擇使用較軟結合劑的鋸片;降低鋸片的進給速度。
6.刀頭磨損過快
原因:刀頭結合劑太軟(對於被切材料);冷卻水量不足;由於傳動帶松動或電壓低或不適當的轉速引起的功率不足;鋸片沒有垂直於被切材料。
解決方法:根據被切材料選擇使用較硬結合劑的鋸片;檢查冷卻水系統,確保水泵正常運轉;確保供電電壓;檢查主軸法蘭盤,確保鋸片和設備的垂直度;檢查鋸片的轉速。
7.刀頭掉失
原因:在切割過程中被切材料滑動將刀頭扭掉;使刀頭受到重擊;法蘭盤磨損不能固定鋸片,導致鋸片扭曲;主軸磨損導致的鋸片失圓使鋸片受到較大的沖擊;過熱;鋸片受到猛烈沖擊。
解決方法:切割時牢固固定被切材料;更換兩側的法蘭盤;更換磨損的主軸;檢查冷卻水;移動設備或被切材料時應避免撞擊鋸片。
8.鈍、不能切割
原因:鋸片結合劑太硬;動力不足不能夠使鋸片正常切割,鋸片沒有被施加足夠的切入壓力;鋸片線速過高。
解決辦法:選擇使用較軟結合劑的鋸片;檢查傳動帶、電壓和馬達;確定使用瞭足夠且並不過大的切入壓力;根據設備的說明書選用與之匹配的相應直徑的鋸片。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。


