| 樣品或現貨:現貨 | 是否標準件:標準件 | 標準編號:新標老標齊全 |
| 品牌:金盛 | 型號:規格齊全,非標定做 | 材質:高速鋼 |
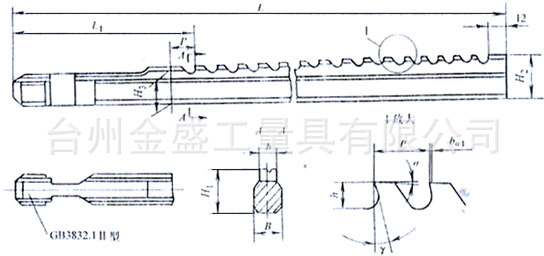
| 拉刀類型:鍵槽拉刀 | 適用機床:拉床 | 是否進口:否 |
| 是否塗層:非塗層 | 規格:鍵寬1.5mm~60mm,總長1800內 | 是否庫存:庫存 |
| 是否批發:批發 |
我公司主要經營和生產各種切削刀具:圓拉刀,四方拉刀,鍵槽拉刀,花鍵拉刀,鋸片銑刀及各類非標刀具等.
我廠經過近二十年磨煉,在刀具設計、制造方麵積累瞭豐富的經驗。提供設計或來(圖)樣定制各種規格及非標刀具.產品實行嚴格把關,技術力量雄厚,質量至上,交貨周期短.質優價廉,服務至上為宗旨, 公司擁有各類先進的專用制造設備和高精度檢測機器,確保刀具的齒形準確,公司始終堅持以客戶為中心,產品設計、加工工藝、質量管理等各個環節已建立起一套完整的、科學的運行機。歡迎各需要廠傢企業來電,來人或來圖紙定制各種非標拉刀,我們將為您提供高質量,高精度的滿意產品。
大徑 | 8-250mm |
鍵數 | ≤999 |
拉削長度 | 1-400mm |
最大拉刀長度 | 1800mm |
(1)應仔細觀察,密切註意拉刀的工作情況,如聽到刀齒崩斷的聲音應立即停車。
(2)刀刃磨鈍後,需及時刃磨。刀刃如有缺口要用油石修磨,油石移動方向應與拉刀工件方向一致,不要往返或轉動油石。崩斷刀齒的部位修磨要圓滑、避免應力集中。
(3)拉削時突然停車,註意不要開倒車。
(4)拉刀的校準齒開始工作時,工件將因自重而下墮。如果工件重,批量又較大,會造成拉刀彎曲。因此,應經常轉動拉刀的位置。
(5)刃磨後的拉刀應將刀刃毛刺磨掉並拋光。
(6)拉削時,宜采用含有油性和極壓劑的復合潤滑劑,並應及時充足地供給。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。