



| 加工定制:是 | 樣品或現貨:樣品 | 是否標準件:標準件 |
| 標準編號:按客戶的規定 | 品牌:濟寧利興 | 型號:按客戶鏜桿要求 |
| 材質:45鋼等 | 規格:按客戶鏜桿的要求 | 是否進口:是 |
| 是否塗層:塗層 | 適用范圍:機械 機器 | 是否庫存:庫存 |
| 是否批發:批發 |
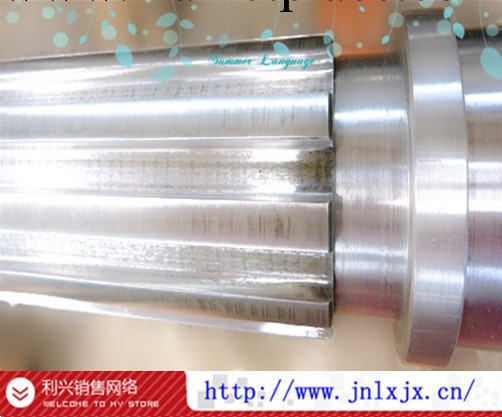
鏜桿昀精度一般比加工孔的精度高兩級,鏜桿的直徑公差,粗鏜時選g6、精鏜時選l表麵粗糙度選為Ra0. 2ym~R00. 4ym。圓柱度選直徑公差的一半。直線度要求為(50(0.01) mm。
鏜桿的材料常選用45鋼或40Cr鋼調質處理後表麵淬火40—45HRC。也可用20Cr朝碳淬火或選用38CrMoAIA氮化鋼經滲氮處理等。
雙支承鏜模的鏜桿與鏜床均采用浮動連接,圖3-85是常用的一種結構形式。鏜桿1 j浮動卡頭體2的孔中,並存在浮動間隙。浮動卡頭通過莫氏錐柄與鏜床主軸連接。主軸I運動通過撥動銷3傳給鏜桿。
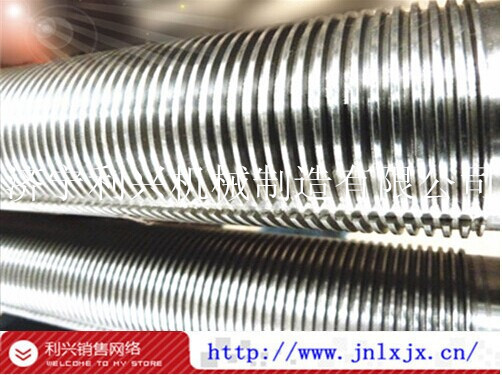
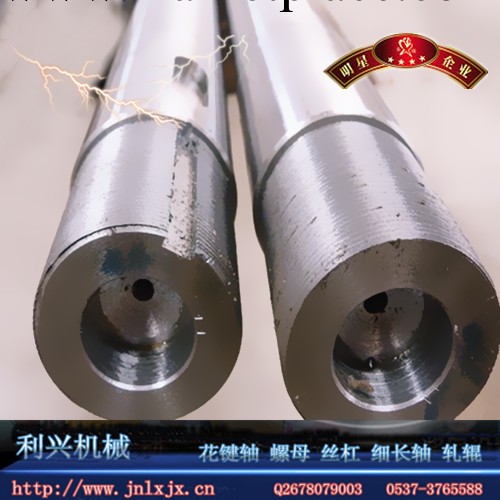
深孔鏜桿是深孔鑽鏜床加工的必備附件,深孔鏜桿連接深孔鑽鏜床尾座,授油器和深孔鑽頭或者鏜頭,由於深孔加工都是采用內排銷,所以深孔鏜桿都是中空的,深孔鏜桿內孔必須加工,並且要達到一定的精度。 深孔鏜桿的加工工藝是,先鑽孔,調質,滲碳,蘸火,外圓磨,最後經過要電鍍來完成。 深孔鏜桿可與對應的鑽頭、鏜頭、滾壓頭、組合頭相聯接。單節桿長有0.5米、1.5米、2米等,以適用不同機床、不同加工深度的需求
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。