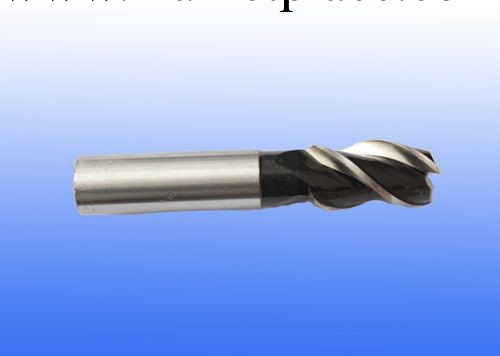
| 品牌:93度 | 型號:4*50 | 類型:側銑刀 |
| 材質:硬質合金 | 是否塗層:塗層 | 是否進口:否 |
| 適用機床:多款供選 | 加工范圍:HRC45~55度 |

更多詳情請咨詢》》
硬質合金銑刀是指用硬質合金為材料制成的銑刀。瞭解硬質合金銑刀先要知道什麼是硬質合金,硬質合金是以高硬度難熔金屬的碳化物(WC、TiC)微米級粉末為主要成分,以鈷(Co)或鎳(Ni)、鉬(Mo)為粘結劑,在真空爐或氫氣還原爐中燒結而成的粉末冶金制品。[1]
分類
硬質合金銑刀主要分:整體硬質合金銑刀. 硬質合金直柄槽銑刀. 硬質合金鋸片銑刀. 硬質合金螺旋鑽銑刀. 硬質合金機用鉸刀銑刀. 硬質合金立銑刀. 硬質合金球頭銑刀
用途
硬質合金銑刀用途:
銑削加工不銹鋼除端銑刀和部分立銑刀及硬質合金作銑刀材料外,其餘各類銑刀均采用高速鋼,特別是鎢—鉬系和高釩高速鋼具有良好的效果,其刀具耐用度可比W18Cr4V提高1~2倍。適宜制作不銹鋼銑刀的硬質合金牌號有YG8、YW2、813、798、YS2T、YS30、YS25等。
采用噴霧冷卻法效果最為顯著,可提高銑刀耐用度一倍以上;如用一般10%乳化液冷卻,應保證切削液流量達到充分冷卻。硬質合金銑刀銑削不銹鋼時,取Vc=70~150m/min,Vf=37.5~150mm/min,同時應根據合金牌號及工件材料的不同作適當調整。
不銹鋼的粘附性及熔著性強,切屑容易粘附在銑刀刀刃上,使切削條件惡化;逆銑時,刀刃先在已經硬化的表麵上滑行,增加瞭加工硬化的趨勢;銑削時沖擊、振動較大,使銑刀刀刃易崩刃和磨損。
銑削加工不銹鋼時,切削刃既要鋒利又要能承受沖擊,容屑槽要大。可采用大螺旋角銑刀(圓柱銑刀、立銑刀),螺旋角b從20°增加到45°(gn=5°),刀具耐用度可提高2倍以上,因為此時銑刀的工作前角g0e由11°增加到27°以上,銑削輕快。但b值不宜再大,特別是立銑刀以b≤35°為宜,以免削弱刀齒。
采用波形刃立銑刀加工不銹鋼管材或薄壁件,切削輕快,振動小,切屑易碎,工件不變形。用硬質合金立銑刀高速銑削、可轉位端銑刀銑削不銹鋼都能取得良好的效果。
用銀白屑端銑刀銑削1Cr18Ni9Ti,其幾何參數為gf=5°、gp=15°、af=15°、ap=5°、kr=55°、k′r=35°、g01=-30°、bg=0.4mm、re=6mm,當Vc=50~90m/min、Vf=630~750mm/min、a′p=2~6mm並且每齒進給量達0.4~0.8mm時,銑削力減小10%~15%,銑削功率下降44%,效率也大大提高。其原理是在主切削刃上磨出負倒棱,銑削時人為地產生積屑瘤,使其代替切削刃進行切削,積屑瘤的前角gb可達20~~302,由於主偏角的作用,積屑瘤受到一個前刀麵上產生的平行於切削刃的推力作用而成為副屑流出,從而帶走瞭切削熱,降低瞭切削溫度。
銑削不銹鋼時,應盡可能采用順銑法加工。不對稱順銑法能保證切削刃平穩地從金屬中切離,切屑粘結接觸麵積較小,在高速離心力的作用下易被甩掉,以免刀齒重新切入工件時,切屑沖擊前刀麵產生剝落和崩刃現象,提高刀具的耐用度。
不銹鋼材料應用廣泛,在車加工、銑加工、鑽加工、攻絲當中都能碰到。但是因為不銹鋼具有跟別的一般材料不一樣的特性,所以加工不銹鋼成為技術人員的一個不小的難題!

更多細節展示說明請點擊》》










最新報價請咨詢》》
聯 系 人 :張建峰
聯系電話:15161199556
固定電話:0519-83389281

常州柏鷺工具科技有限公司是數控刀具、銑刀、鑽頭、非標定制、圓棒、雕刻刀、木工刀、各種刀具等產品專業生產加工的公司,擁有完整、科學的質量管理體系。常州柏鷺工具科技有限公司的誠信、實力和產品質量獲得業界的認可。歡迎各界朋友蒞臨參觀、指導和業務洽談。

關於售後更多問題請點擊》》

新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。