




| 樣品或現貨:現貨 | 是否標準件:標準件 | 標準編號:GB8064-85 |
| 品牌:盛達 | 型號:模數2.5 | 滾刀類型:齒輪滾刀 |
| 材質:硬質合金 | 適用機床:滾齒機 | 精度等級:AA A |
| 是否進口:否 | 是否塗層:非塗層 | 規格:De100*d40*L70*Z12 |
| 加工范圍:硬齒麵齒輪 | 是否庫存:庫存 | 是否批發:批發 |



硬質合金刮削齒輪滾刀
硬質合金刮削齒輪滾刀是一種高精度,高效率硬齒麵加工刀具,用優質硬質合金刀片焊接制成,采用徑向負30°前角,直槽,漸開線基本蝸焊,切削刃為平面曲線, 結構可靠,切削穩定。 可滾切硬度為HRC45-64的各種淬硬齒輪。A級用於高精度齒輪磨前的半精加工和低精度齒輪的精滾加工,AA級可直接滾切GB10095-88七、八級 精度的淬硬齒輪。被加工齒輪的表麵粗糙度達Ra0.63-1.25微米。一次刃磨後的滾切長度為50-100米。對於齒輪精度不高於7級,用刮削可代替磨齒,可提高效率10~15倍.對於精度高於7級的齒輪,用刮削代替粗磨,可提高效率4~6倍.根據齒輪硬度硬質合金齒輪滾刀徑向負前角r分為 0°-12°、-30°。
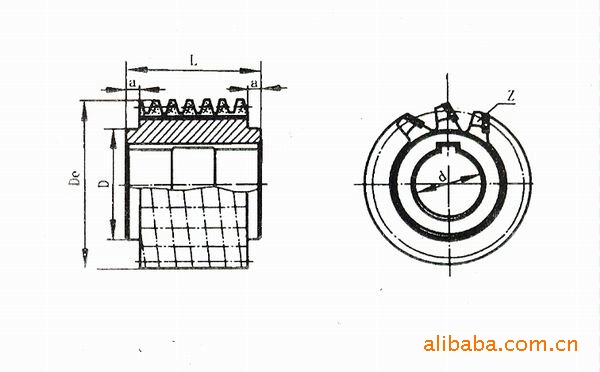
硬質合金刮削齒輪滾刀技術參數:M:2.5 ;DE:100 ;D:40 ; L:70 ; Z:12。
蓬萊市盛達金剛石公司專業生產硬質合金刮削齒輪滾刀,有二十多年生產加工經驗,不僅具備同行業產品的優質水平,而且大模數滾刀(14-40)可根據廠傢實際需要進行設計制作。公司生產的AA級硬質合金滾刀精度(7-8級)可靠性和穩定性得到瞭加工企業的好評和認可。滾刀切削部分材料采用國內優質硬質合金,硬度高、耐磨性強,刮削性能優越。生產加工工藝規范,質量檢測嚴格,滾刀各項技術參數準確、可靠。
公司在浙江、江蘇等地設立瞭辦事處,加強瞭售後技術指導服務。積極主動幫助廠傢建立科學的刀具切削規范,提高刀具刃磨技術,解決生產中存在的刀具使用不正常和齒輪精度降低等問題。對初次使用單位進行重點幫助。公司專門編寫瞭硬質合金刮削滾刀使用技術培訓教案,組織定向供貨廠傢操作工和相關技術人員進行學習,通過培訓學習使操作工達到“四會”:會使用、會檢測、會計算、會刃磨。
齒輪滾刀:齒輪滾刀是按螺旋齒輪嚙合原理加工直齒和斜齒圓柱齒輪的一種刀具。 它相當於一個齒數很少,螺旋角很大的斜齒輪其外貌呈蝸桿狀。按照加工性質分為:精切滾刀,粗切滾刀,剃前滾刀,刮前滾刀,擠前滾刀,和磨前滾刀。按結構分為:整體滾刀,焊接式滾刀,裝配式滾刀。
切割原理:齒輪滾刀是依照螺旋齒輪副嚙合原理,用展成法切削齒輪的刀具,齒輪滾刀相當於小齒輪,被切齒輪相當於一個大齒輪,如圖9-24所示。齒輪滾刀是一個螺旋角β0很大而螺紋頭數很少(1~3個齒),齒很長,並能繞滾刀分度圓柱很多圈的螺旋齒輪,這樣就象螺旋升角γz很小的蝸桿瞭。為瞭形成刀刃,在蝸桿端麵沿著軸線銑出幾條容屑槽,以形成前麵及前角;經鏟齒和鏟磨,形成後刀麵及後角。
基本蝸桿:齒輪滾刀的兩側刀刃是前麵與側鏟表麵的交線,它應當分佈在蝸桿螺旋表麵上,這個蝸桿稱為滾刀的基本蝸桿。基本蝸桿有以下三種: 1.漸開線蝸桿 漸開線蝸桿的螺紋齒側面是漸開螺旋麵,在與基圓柱相切的任意平面和漸開螺旋麵的交線是一條直線,其端剖麵是漸開線。漸開線蝸桿軸向剖麵與漸開螺旋麵的交線是曲線。用這種基本螺桿制造的滾刀,沒有齒形設計誤差,切削的齒輪精度高。然而制造滾刀困難。 2.阿基米德蝸桿 阿基米德蝸桿的螺旋齒側面是阿基米德螺旋麵。通過蝸桿軸線剖麵與阿基米德蝸螺旋麵的交線是直線,其它剖麵都是曲線,其端剖麵是阿基米德螺旋線。用這種基本蝸桿制成的滾刀,制造與檢驗滾刀齒形均比漸開線蝸桿簡單和方便。但有微量的齒形誤差。不過這種誤差是在允許的范圍之內,為此,生產中大多數精加工滾刀的基本蝸桿均用阿基米德蝸桿代替漸開線蝸桿。 3.法向直廓蝸桿 法向直廓蝸桿法剖麵內的齒形是直線,端剖麵為延長漸開線。用這種基本蝸桿代替漸開線基本蝸桿作滾刀,其齒形設計誤差大,故一般作為大模數、多頭和粗加工滾刀用。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



