




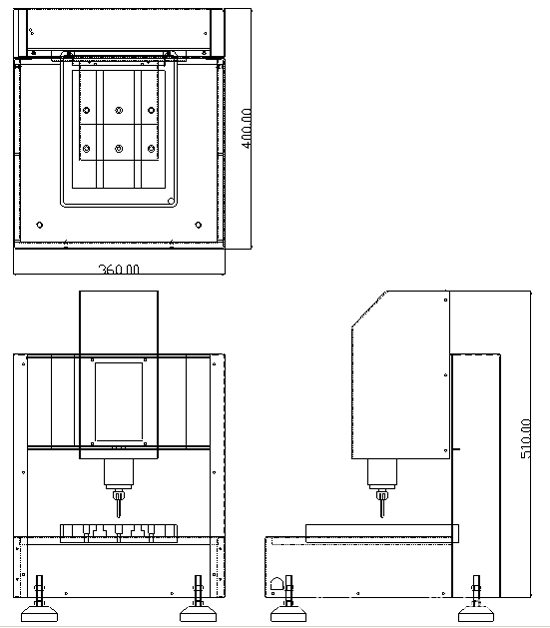
| 類型:龍門銑床 | 品牌:ADTECH 眾為興 | 型號:ADT-CNC604 教學銑床 |
| 主電機功率:0.4(kw) | 主軸轉速范圍:10000(rpm) | T型槽數目:6 |
| 控制形式:數控 | 佈局形式:立式 | 作用對象:其他 |
| 作用對象材質:塑料 | 適用行業:教學設備 | 產品類型:全新 |
| 是否庫存:是 | 是否提供加工定制:是 |
ADT-CNC604三軸教學銑床是眾為興針對教學環境與特點,研發出采用高性能CPU的專用數控控制系統及搭配小型銑床的教學設備,10.4寸的真彩大屏,操作方便,安全性高,實際的加工環境更有利於教學的開展及學生的培養。主要用於數控前期階段的教學,具有效率高、占地少、耗電小、材料消耗少、安全系數高等特點,學校可以安排更多的實習課時使學生熟練掌握數控編程和操作。
系統概述該系統主要定位於對精度、速度、性能要求挑剔的加工機器,它集多項先進技術於一身,功能強大,運行穩定可靠,操作方便。產品從外觀設計、內部結構工藝、操作界麵設計、功能設計、到配套附件設計:隨身碟、網絡、USB通訊、超大存儲空間、內置PLC、支持DXF文件解析、手持操作盒等。
·主軸轉速高達10000~40000轉;
·上下工件方便;
·操作界麵多元化,具有豐富的加工資訊顯示;
·接口可靠,均為標準DB頭及航空接插頭;
·具有示教+指令編程,等多種編程方式,加工及演示方便;
·完全兼容國際通用的G代碼編程方式;
·圖形仿真功能以及實際運行時的道具移動軌跡,方便針對學生講演;
·USB,隨身碟,RS232COM等多種通訊方式,方便數據傳輸;
·具備網絡接口,支持遠程監視和DNC文件傳輸加工;
·具有完善的自診斷功能,內、外部狀態實時顯示,出現異常立即報警;
·宏變量,宏定義編程,可方便學校深入教學;
·DXF+G代碼模板功能,將DXF文件自動轉換為G代碼進行加工。
CPU:ARM工控主板 通訊:USB通信接口;
容量:50M 反饋:AB相脈沖反饋;
控制:FPGA運動控制芯片;
顯示:10.4寸超大彩色液晶顯示。
| 功 能 | 名 稱 | 規 格 |
| 控制軸 | 控制軸數 | 3軸 (X,Y,Z) |
| 同時控制軸數 | 3軸直線插補,2軸圓弧插補 | |
| 輸入指令 | 最小設定單位 | 0.001毫米 |
| 最小移動單位 | 0.001毫米 | |
| 進給 | 快速進給速度 | 9999毫米/分(最大值) |
| 進給速度范圍 每分進給 每轉進給 | 1~9999毫米/分 | |
| 0.0001~500.0000毫米/轉 | ||
| 自動加減速 | 有 | |
| 進給速度倍率 | 10~150% | |
| 手動 | 手動連續進給, 手動返回參考點, 單步進給 | 同時一軸 , ×1,×10,×100 |
| 插補 | 定位, 直線插補, 圓弧插補 | G00, G01, G02/G03 |
| 調試機能 | 試運行,單程序段、2D圖形仿真 | 有 |
| 坐標系及暫停 | 暫停(秒) | G04 |
| 坐標系設定 | G92 | |
| 自動坐標系設定 | 有 | |
| 運轉方式 | MDI,自動,手動,單步,編輯 | 有 |
| 安全機能 | 軟硬件限位檢查 | 有 |
| 緊急停 | 有 | |
| 程序存儲及編輯 | 程序存儲容量, 存儲程序個數 | 總容量50M字節,512個工作區,每個工作區24M字節,可存儲10000個程序 |
| 程序編輯 | 插入,修改,刪除,查找 | |
| 程序號,順序號,地址,字檢索 | 有 | |
| 小數點編程 | 有 | |
| 顯示 | 640×480點陣 10.4英寸液晶顯示器 | |
| 位置,程序,刀補,報警,調試,診斷,參數 | 有 | |
| M,S,T 機能 | 輔助功能 | M2 位數 |
| 主軸功能 | S2 位數(檔位) S3-5位數(模擬) | |
| 刀具功能 | T01 | |
| 補償機能 | 刀具補償存儲器 | ±7位 32組 |
| 反向間隙補償 | 有 | |
| 其它機能 | 圓弧半徑R指定 | 有 |
| 斷點連續(當前位置斷電記憶) | 有 | |
| 換刀功能 | 無 | |
| 電子齒輪比 | 有 | |
| 任意位置啟動程序機能 | 有 |
| G00 | 定位(快速移動) | G57 | 工件坐標系4 | ||
| G01 | 直線插補(切削進給) | G58 | 工件坐標系5 | ||
| G02 | 圓弧插補CW(順時針) | G59 | 工件坐標系6 | ||
| G03 | 圓弧插補CCW(逆時針) | G65 | 宏程序呼叫 | ||
| G04 | 暫停,準停 | G73 | 深孔鑽削固定循環 | ||
| G17 | XY平面選擇 | G74 | 反螺紋攻絲固定循環 | ||
| G18 | ZX平面選擇 | G76 | 精鏜固定循環 | ||
| G19 | YZ平面選擇 | *G80 | 取消固定循環 | ||
| G20 | 英制數據輸入 | G81 | 鑽削固定循環 | ||
| G21 | 公制數據輸入 | G82 | 鑽削固定循環 | ||
| G28 | 返回參考點 | G83 | 深孔鑽削固定循環 | ||
| G29 | 從參考點返回 | G84 | 攻絲固定循環 | ||
| *G40 | 刀具半徑補償註消 | G85 | 鏜削固定循環 | ||
| G41 | 左側刀具半徑補償 | G86 | 鏜削固定循環 | ||
| G42 | 右側刀具半徑補償 | G87 | 反鏜削固定循環 | ||
| G43 | 正方向刀具長度偏移 | G88 | 鏜削固定循環 | ||
| G44 | 負方向刀具長度偏移 | G89 | 鏜削固定循環 | ||
| *G49 | 刀具長度偏移註消 | *G90 | 絕對值編程 | ||
| *G54 | 工件坐標系1 | G91 | 增量值編程 | ||
| G55 | 工件坐標系2 | G98 | 在固定循環中返回初始平面 | ||
| G56 | 工件坐標系3 | G99 | 在固定循環中返回R點平面 | ||
應用於教學機器,數控教學設備,模擬演示設備。
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




