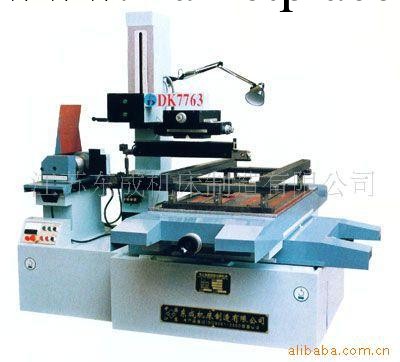




| 品牌:東成 | 型號:DK7763 | 適用行業:線切割以車、鋸、鑽、磨床等機加工行業、產品 |
| 工作台面尺寸:680*460mm | 工作臺行程(X*Y):400*500mm | Z軸行程:400 |
| 最大切割厚度:450(mm) | 最大承重:500 | 主機重量:1800KG |
| 主機裝箱尺寸:1650*1280mm | 最大加工速度:100(mm/min) | 最大加工電流:4(A) |
| 表麵粗糙度:2.5(um) | 加工定制:否 |


溫馨提醒:
產品屬性及圖片僅供參考,詳情敬請旺旺咨詢!
 |  |  |
 |  |  |

中走絲線切其工作原理: 繞在運絲筒上的電療絲沿運絲筒的回轉方向以一定的速度移動,裝在機床工作臺上的工件由工作臺按預定控制軌跡相對與電療絲做成型運動。脈沖電源的一極接工件,另一極接電療絲。在工件與電療絲之間總是保持一定的放電間隙且噴灑工作液,電療之間的火花放電蝕出一定的縫隙,連續不斷的脈沖放電就切出瞭所需形狀和尺寸的工件。 中斯特技術在這裡指出,“中走絲”電火花線切割機比快走絲電火花線切割雖加工質量有明顯提高,但它仍然屬於高速走絲電火花線切割機的范疇,切割精度和光潔度仍與低速走絲機存在較大差距,且精度和光潔度的保持性也需要進一步提高。“中走絲機”具有結構簡單、造價低以及使用消耗少等特點,因此也有其生存的空間,目前執行的標準仍然是高速走絲機的相關標準,因此生產企業在對用戶的宣傳上要註意,一定要實事求是。
1. 鉬絲與工件的被加工表麵之間必須保持一定間隙,間隙的寬度由工作電壓、加工量等加工條件而定。
2. 電火花線切割機床加工時,必須在有一定絕緣性能的液體介質中進行,如煤油、皂化油、去離子水等,要求教高絕緣性是為瞭利於產生脈沖性的火花放電,液體介質還有排除間隙內電蝕產物和冷卻電療作用。鉬絲和工件被加工表麵之間保持一定間隙,如果間隙過大,極間電壓不能擊穿極間介質,則不能產生電火花放電;如果間隙過小,則容易形成短路連接,也不能產生電火花放電。
3. 必須采用脈沖電源,即火花放電必須是脈沖性、間歇性,圖1中ti為脈沖寬度、to為脈沖間隔、tp為脈沖周期。在脈沖間隔內,使間隙介質消除電離,使下一個脈沖能在兩極間擊穿放電。

本公司是專業生產數控線切割機床。註冊資金500萬人民幣。公司從產品開發設計、生產制造、市場推廣和銷售以及售前售後服務,均有專業人員負責有關方麵的工作。多年來,在進一步增強與國內科研機構和高等院校合作的同時,致力於不斷開發制造出結構完善,品質優良,功能齊全的數控電火花線切割機床,並以貨真價實、服務周到、共同發展的經營方針,在市場上贏得瞭良好的聲譽,在全國各省市設有分公司和銷售服務機構,能為用戶及時提供信息咨詢、配件、易耗品及各種售後服務,公司已通過ISO9001:2000質量體系認證。
主要有±6°、±12°、±30°搖擺線架的大錐度線切割機床(cnc),中速走絲切割,變頻往復切割,錐度頭。規格有:DK7732快走絲、DK7740快走絲、DK7750快走絲、DK7763快走絲等型號的錐度機、直線機和相應的錐度頭系列。產品采用名牌廠傢精密滾珠絲桿、精密絲桿、精密直線滾動導軌和精密V-平滾柱導軌,具有機械傳動精度高的特點。
立式控制櫃、臺式控制櫃、分體式控制櫃及臺式、櫃式單板機,同時可為用戶定制各種非標準的搖擺式線切割機床(cnc)和普通型的線切割機床(cnc) 。
機床控制櫃集計算機、機床電氣、脈沖電源為一體控制。主要有單板機,微機二種,微機控制系統可編程與加工控制同時進行,控制系統具有自動找中心,結束停機,短路回退,停電記憶恢復加工;圖形軌跡跟蹤顯示,任意角度放置加工等控制功能。
本公司生產的DK系列線切割機床有DK77100、DK7780、DK7763、DK7750、DK7740、DK7732、DK7725、DK7720及15°至60°搖擺線架,十多種型號。主要采用精密滾珠絲杠,精密鑲鋼V型導軌、機械傳動精度高,錐度機床具有剛性極強的錐度設計,機床采用低床身新穎結構。
產品實行三包,售後技術服務及時周到,配件長期優惠供應,免費為用戶提供技術培訓。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
