




| 類型:臥式加工中心 | 品牌:銑鏜床 | 型號:銑鏜床床TPX6213X56 |
| 重量:18000(kg) | 主電機功率:7.5(kw) | 界麵語言:中文 |
| 主軸轉速范圍:110(rpm) | 動力類型:機械傳動 | 佈局形式:臥式 |
| 作用對象:其他 | 適用行業:通用 | 產品類型:全新 |
| 是否庫存:否 | 加工定制:是 |
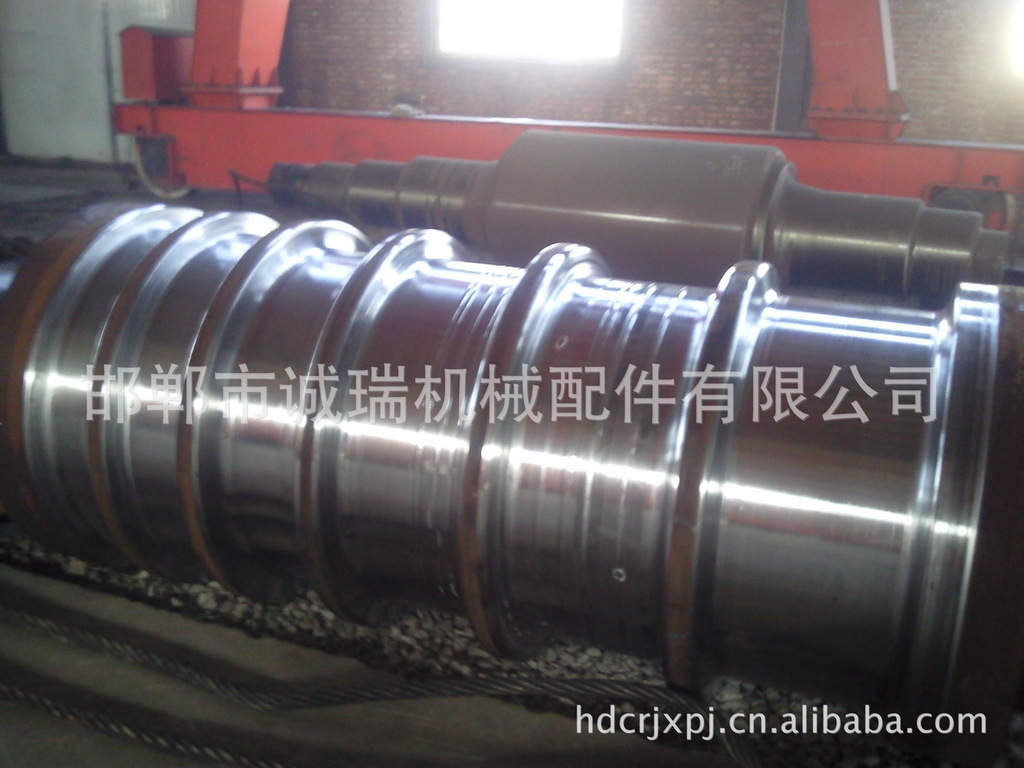

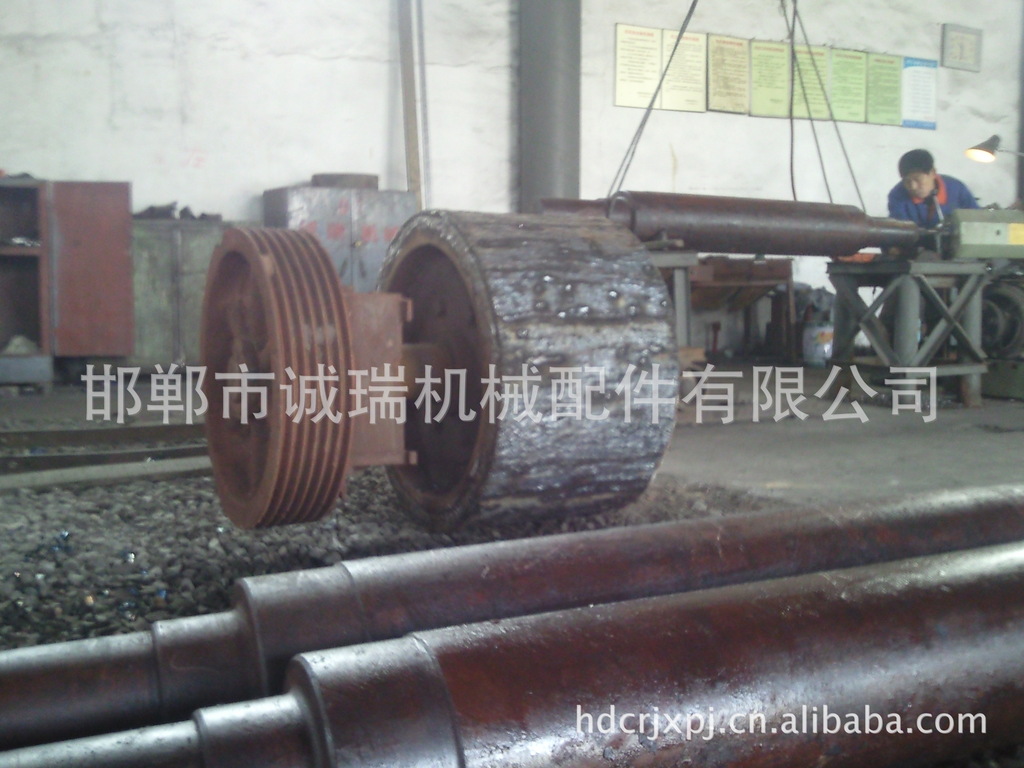
誠瑞機械加工可以進行:切削加工:車削加工、磨削加工和銑削加工,對型鋼軋輥還包括孔型加工。為改善咬入條件,軋輥需要進行表麵粗化處理,應用刻痕、噴砂打毛或噴塗粗化等。加工方法:軋輥粗車主要是切除軋輥毛坯上多餘的金屬,車出符合精車要求的光坯,便於檢測軋輥的性能,經熱處理後轉入半精車或精車。軋輥的半精車或精車基本按加工圖紙要求進行,可以做到的是要求精度高,測量要求嚴。表麵粗糙度應<Ra1.6μm,以便為粗磨和精磨留有適當的餘量。粗磨:磨削輥身、輥頸及其他部分。輥身和輥頸軸承部分應留適當的精磨餘量,以便於劃線銑鍵槽和扁頭(梅花頭、花鍵),其他部分磨削到圖紙要求的尺寸。精磨時將輥身和輥頸精磨到圖紙要求的精度。尺寸公差、粗糙度和形位公差符合您的圖紙要求。
我公司軋輥加工用的機床以重型的臥式車床、專用的軋輥車床、銑鏜床、軋輥磨床等為主。高精度、低粗糙度軋輥的加工,尤其是復雜孔型的加工和修復以及復雜輥型的磨削,都需要在高精度的數控機床上完成。
軋輥加工後須進行測量的為您提供常規的測量手段包括:長度測量應用卡尺和乾分尺;形位公差測量應用百分表。先進的測量方法是應用光柵同計算機配合測量。
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




