應用領域:
用於熱塑性塑料的焊接,通過更換焊頭也可用於鑲嵌、鉚接、點焊、嵌邊等加工工藝,適用於電子業、文具業、交通器材、食品業、化妝業、電機業、傢電業、玩具業等。例如塑料打火機、聖誕燈插頭、高跟鞋底等各種異型較硬塑料部件的焊接。
工作原理:
機器將電能通過超音波換能器轉換變成超聲能, 該能量通過焊頭傳導到塑料工件上,以每秒兩萬次的超聲頻率及一定的振幅,使塑料工件的接合麵劇烈摩擦後熔解、交流,瞬間完成膠合過程。
塑料焊接方法
塑料焊接,熱板機,旋熔機按所采用的加熱軟化方式的不同,塑料焊接方法可分為通過外加熱源軟化、通過機械運動方式軟化、和通過電磁作用軟化幾種。
通過外加熱源方式軟化的焊接技術
采用外加熱源方式軟化的焊接技術:熱板焊接、熱風焊接、熱棒和脈沖焊接;
1.熱板焊接可能是最簡單的塑料焊接技術,但這種方式特別適合於需要大麵積焊接麵的大型塑料件的焊接,一般是平面電熱板將需焊接的兩平面熔融軟化後迅速移去電熱板合並兩平面並加力至冷卻。這種方法焊接裝置簡單,焊接強度高,制品、焊接部的形狀設計相對來說比較容易。但由於熱板產生的熱量使制品軟化,周期較長;熔融的樹脂會粘附到電熱板上且不易清理(電熱板表麵塗F4可減輕這種現象),時間長瞭形成雜質影響粘接強度;需嚴格控制壓力和時間保證適當的熔融量;當不同種類的樹脂或金屬與樹脂相接合進,會出現強度不足的現象。
2.熱風焊接當熱風氣流直接吹向接縫區時,導致接縫區與母材同材質的填充焊絲熔化。通過填充材料與被焊塑料熔化在一起而形成焊縫。這種焊接方法焊接設備輕巧容易攜帶,但對操作者的焊接技能要求比較高。
3.熱棒和脈沖焊接這兩項技術主要用在連接厚度較小的塑料薄膜的焊接。並且這兩種方法相似,都是將兩片薄膜緊壓在一起,利用熱棒或鎳鉻絲產生的瞬間熱量完成焊接。
通過機械運動方式軟化的焊接技術
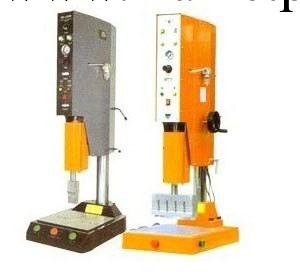
采用機械運動方式軟化的的焊接技術:摩擦焊接、超音波焊接;
1.摩擦焊接:按運動軌道可分為直線型和旋轉型;直線型可用於直線焊縫的焊接和平面焊接的焊接,旋轉型可用於圓形焊縫的焊接。在利用壓力下的兩部分在磨擦過程中產生的磨擦熱量使接觸部分的塑料熔融軟化,對正固定直到凝結牢固。
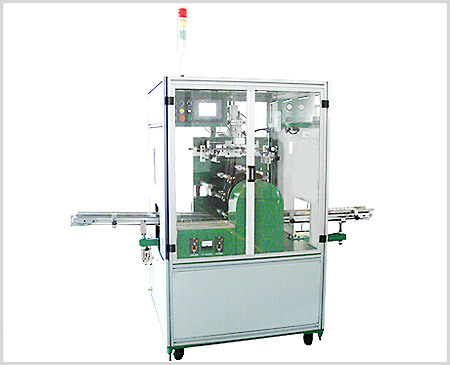
2.超音波焊接:使用高頻機械能軟化或熔化接縫處的熱塑性塑料。被連接部分在壓力作用下固定在一起,然後再經過頻率通常為20或40千赫的超音波振動,換能器把大功率振動信號,轉換為相應的機械能,施加於所需焊接的塑料件的接觸界麵,焊件接合處劇烈擦瞬間產生高熱量,從而使分子交替熔合,從而達到焊接效果。 超音波焊接過程很快,焊接時間不到一秒,並且很容易實現自動化,在電子、電器、汽車零件、塑料玩具、文具用品、日用品、工藝品、化妝品等各個行業廣泛應用。 運動方式焊接是一種自動焊接過程,都需要專用焊接設備。一旦確定瞭正確的焊接參數,操作工即可穩定生產。其優點是:快速、靈活、焊接過短穩定且不需焊劑或保護氣體,也不產生有害氣體或熔渣,產品焊接質量有保證。
通過電磁作用軟化的焊接技術
采用電磁作用軟化的焊接技術:高頻焊接、紅外線焊接、激光焊接;
1.高頻焊接:利用電磁感應原理高頻感應加熱技術,穿透塑料制品對埋藏於塑料件內部的感應體或磁性塑料產生感應加熱,被焊塑料在快速交變電場中可以產生熱量而使需焊接部位迅速軟化熔融,繼而填充接口間隙,並以完善的機械裝置輔助達到完美焊接。產生高頻感應的最為常用的方法是,利用高頻電流通過線圈,從而得到一個強大的高頻磁場。感應體(即發熱體)一般為鐵、鋁、不銹鋼等材料,但也使用通過添加磁性物質加工而成的磁性復合塑料。通過這種方法焊接制作的產品包括文具夾,可充氣物品,防水衣和血袋等。
2.紅外線焊接:這項技術類似於電熱板焊接,將需要焊接的兩部分固定在貼近電熱板的地方但不與電熱板接觸。在熱輻射的作用下,連接部分被熔融,然後移去熱源,將兩部分對接,壓在一起完成焊接。這種方式不產生焊渣、無污染,焊接強度大,主要用於PVDF、PP等精度要求很高的管路系統的連接。
3.激光焊接:20世紀70年代,激光開始被應用到塑料焊接上。它的原理是將激光產生的光束(通常存在於電磁光譜紅外線區的集束強輻射波)通過反射鏡、透鏡或光纖組成的光路系統,聚焦於待焊接區域,形成熱作用區,在熱作用區中的塑料被軟化熔融,在隨後的凝固過程中,已融化的材料形成接頭,待焊接的部件即被連接起來,通常用於PMMA、PC、ABS、LDPE、HDPE、PVC、PA6、PA66、PS等透光性好的材料,在熱作用區添加碳黑等吸收劑增強吸熱效果。塑料激光焊接的優點較多:焊接速度快、精度高;自動化、精密數控容易實現;成本相對較低。因此,塑料激光焊接技術在汽車、醫療器械、包裝等領域得到瞭比較廣泛的應用。
影響焊接質量的因素
在進行焊接時,壓力、時間、吸熱量(熔融量)是確保焊接質量的三要素。
壓力
對焊接表麵施加適當的壓力,焊接材料將由彈性向塑性過渡,還可以促進瞭分子相互擴散並擠去焊縫中的殘餘空氣,從而增加焊接麵密封性能。
時間
要有適當的熱熔時間和足夠的冷卻時間。當熱功率一定時,時間不夠會出現虛焊,時間過長會造成焊件變形,熔渣溢出,有時還會在非焊接部位出現熱斑(變色)。必須保證焊接麵吸收足夠的熱量達到充分熔融的狀態,才能保證分子間充分擴散熔合,同時必須保證足夠的冷卻時間使焊縫達到足夠的強度。
熔融量
熱熔時間和熱功率協調調整才會得到最恰當的熔融量,保證足夠的分子間融合,消除虛焊的現象。除瞭焊接設備和操作人員技能水平外,來之於塑料內部或外部的各種因素,對焊接質量有一定的影響,應當引起重視。
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。