





相關介紹
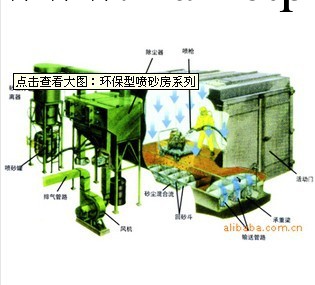
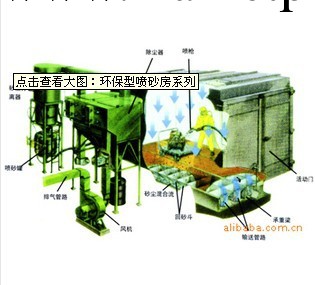
滾筒式拋丸機是利用高速回轉的拋丸機葉輪,將彈丸拋向滾筒內不斷翻轉的鑄件或鍛件來清除其表麵的殘餘型砂或氧化鐵皮。清理均勻,生產率高。
工作時,操作工人將需清理的鑄件放入滾筒內,關閉端蓋,然後調整拋丸清理時間,按次序開動機器。滾筒轉動後,其護板上的斜筋即不斷的攪動鑄件,使其各表麵均受到均勻的清理。彈丸經護板上的格子孔流入夾層壁而經螺旋帶,送往箱形的構架內,由提升機送至分離器上端,篩去大的芯骨、毛刺等雜物,細小的砂粒、塵土、彈丸等則被氣流帶走,完整的彈丸流入拋丸器內,繼續使用。
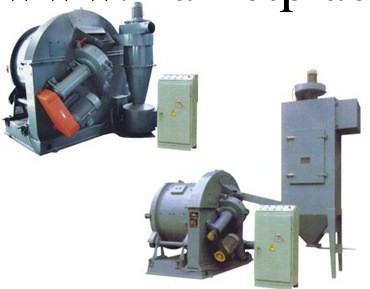
滾筒式拋丸機筒體由鑄鐵制成,其內部用螺栓固定著護板,護板上有格子孔和螺旋的導筋,以便在工作時翻轉工件。在護板與滾筒殼體之間亦有回收彈丸用的螺旋帶。整個滾筒系統支承在機座的兩對托輪上,由減速電動機經鏈條和鏈輪而帶動托輪,滾筒作低速旋轉。因滾筒轉速低,鑄件的撞傷、棱角處的磨損均較少發生,且由於彈丸的反射作用,能清理較復雜形狀的鑄鍛件。端蓋設在滾筒的一端,故裝卸料比較方便,且便於更換護板及維修工作。
彈丸循環裝置由滾筒護板與殼體之間的螺旋帶提升機及分離篩組成。由葉輪拋出的彈丸射擊工件後,從滾筒護板上的格子孔進入護板與筒殼體之間的空隙內,借助螺旋作用流到旋轉的提升鬥內提升到上部,經分離篩除去毛刺、釘子、芯骨、砂粒等,完整的彈丸經導入管再送入拋丸器內。彈丸份量如果太多,則將從滾筒下部與構架間的間隙處漏出彈丸,而彈丸過少時,拋出量少,清理時間長,故運轉時應經常在分離器蓋處檢查。彈丸拋出量適當時,在電流表上的讀數為10~15A左右,當電流表指針降低時,則證明拋出量少,應適當補充彈丸。如果將分離器蓋下部的篩網堵塞,則影響瞭集塵器的空氣入口,因而砂分離效率極端劣化,因此須加註意,隨時除去篩網上的雜物。
Q31系列滾筒式拋丸機分類:
產品名稱 項目 | Q3110BI | Q3110BII | Q3113BI | Q3113BII |
滾筒直徑(mm) | ¢1000 | ¢1000 | ¢1300 | ¢1300 |
載重量(Kg) | 300 | 300 | 600 | 600 |
生產率(Kg/h) | 600-1500 | 600-1500 | 2500-3500 | 2500-3500 |
功率(不含除塵)( Kw) | 9.7 | 11.9 | 14.5 | 16.3 |
工件最大單重( Kg) | 15 | 15 | 30 | 30 |
滾筒轉速(r/min) | 3 | 3 | 2.5 | 2.5 |
拋丸量(Kg/min) | 120 | 120 | 160 | 160 |
除塵總風量(m3/h) | 800 | 2000 | 2000 | 2800 |
除塵效率(%) | 85 | 99 | 85 | 99 |
外形尺寸( mm) | 2078*2458*1861 | 3870*2458*3370 | 2550*2341*2250 | 4362*2341*2250 |
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。