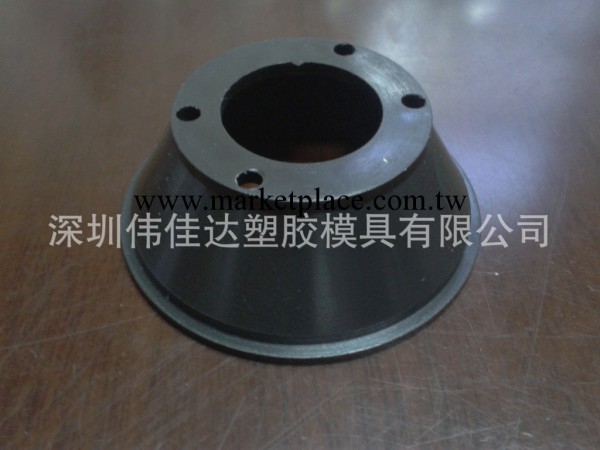
品名:路由器模具產品
開模具套數:1~3 套
產品材料:主體用ABS
模具材料:模仁材料:718H ;模胚:龍記、華勝、閩豐
開模周期:25-35天
塑膠模具的類別:
模具按其用料的硬度可分為:
1.硬模(THROUGHLY HARDEN) (44HRC 以上)
模仁件所采用的鋼材,買回來後需要進行熱處理,如淬火滲碳,才能達到使用要求,這樣的註塑
模叫硬模.如內模件采用H13,420,S7,S136,8407等。
模具壽命可達500K shot以上
2.軟模(PRE-HARDENED) (44HRC 以下)
模仁件所采用的鋼材,買回來後不需要進行熱處理,就能達到使用要求,這樣的註塑模叫軟模.
如內模件采用P20, 王牌, 718H,738H,S136H,420H,NAK80,鋁,鈹銅 等。
模具壽命可達500K shot以下
模具等級分類:
根據客戶對產品的不同要求,對模具進行合理的定價,設計和制作,有效控制模具生產成本,達到客戶滿意,公司盈利的目的劃分從3方面著手:①模具壽命 ②產品要求 ③模具結構 各項細分見下表 | ||
劃分類別 | 檔別 | 區分細則 |
模具壽命 | 1 | 60萬shot以上 |
2 | 50萬shot | |
3 | 10萬shot | |
4 | 1萬shot以下 (樣板試驗模) | |
產品要求 | 1 | 光學面要求;特定行業要求(如醫療器械、汽車配件);管理尺寸10個以上;公差要求0.03mm以內,100mm以上尺寸偏差在0.001以內,變形控制在0.0025以內 |
2 | 拋光、蝕紋、EDM紋; 管理尺寸不超過9個; 公差要求0.05mm以內,100mm以上尺寸偏差大於0.001,變形控制大於0.0025 | |
3 | 普通省光; 管理尺寸不超過3個; 公差要求、變形控制以裝配為準 | |
模具結構 | 1 | 復合PL分型; 模具不允許燒焊; 熱流道; 二次側抽芯,二次頂出,轉芯脫螺紋 |
2 | 簡單PL分型; 模具允許有局部燒焊; 扁頂、斜頂或推板頂出,強頂脫螺紋,有行位 | |
3 | 平面PL分型; 模具允許燒焊; 無行位,無斜頂,鑲件每穴不超過6件,圓頂針普通頂出 | |
1、模具壽命級別主要區別應用於模具材料的選用以及模具結構的設計,是直接影響材料成本及加工成本首要因素,不同檔級對材料的選用有很大的差異,實際制作中的材料選取用方案視實際產品要求、模具結構而定。 | ||
2、產品精度要求是模具設計及加工工藝的選擇的最直接依據;產品的精度要求越高,加工的風險也越大,相應的模具設計與工藝要求也越高 | ||
3、模具結構設計主要因應模具壽命、產品精度以及加工工藝而決定,是影響模具制造成本的最直接因素 | ||
模具鋼材的類別:
1050 | 1.1730 | 760; K-100 ; P1 | 13~18 HRC | 600N/mm2 | 水淬 | 王牌 .一般用於模座底板,頂針板,撐頭,限位釘等. |
P20 | 1.2738 1.2311 | 718; P88X,P-5 德勝2311 P20 | 28~32 HRC | 915N/mm2 ~1100N/mm2 | 一般不需要熱處理 | 一般用於模仁鑲嵌零件 |
P20H | 1.2711 | 718 H ;德勝711, P20H | 35~38 HRC | 1000N/mm2~1200N/mm2 | 不需見硬 | 一般塑膠模模仁 |
H-13 | 1.2344 | 8407; H13 德勝2344 ESR | 190 HB (12HRC) | 650N/mm2 (見硬後1400N/mm2) | 細鑲件風淬 大鑲件油淬 二次回火 | 一般用於模仁件,唧咀,滑板,頂針.見硬至48~52 HRC |
S-7 |
| ASSAB S-7 德勝2379 | 200 HB (15HRC) |
| 油淬最少 三次回火 | 一般用於碰擊模件,壓板,墊片. 見硬至54~56 HRC |
420 | 1.2083 | STAVAX S-136 A FINKL 420 德勝2083 ESR | 180~200 HB (10~15HRC) | 高溫回火 915~1200 N/mm2 | 油淬風淬 二次回火 | 塑膠模模仁;一般用途:48~52HRC 需鏡面拋光模件:52~54 HRC 註塑PVC的模件:46~48 HRC |
420H | 1.2316 | S-136H 德勝2316 ESR | 32~34 HRC | 915~1200 N/mm2 | 不需見硬 | 塑膠模模仁;適用於註塑PVC 具良好抗腐蝕性. |
BeCu鈹銅 | MOLD MAX 德勝B2 | 40~42 HRC | 1240 N/mm2 | 時效硬化成 (330℃/3hr) |
| 塑膠模模仁;鈹銅. 優點是傳熱快,用於協助 運水不能到達的地方 |
模具鋼材的類別:
模具的結算是模具設計制造的最終目的。模具的價格也以最終結算到的價格為準,即結算價。才是最終實際的模具價格。
模具的結算方式從模具設計制造一開始,就伴隨著設計制造的每一步,每道工序在運行、設計制造到什麼程序,結算方式就運行到什麼方式。待到設計制造完成交付使用,結算方式才會終結,有時,甚至還會運行一般時間。所有設計制造中的質量技術問題最終全部轉化到經濟結算方面來。可以說,經濟結算是對設計制造的所有技術質量的評價與肯定。
結算的方式,是從模具報價就開始提出,以簽訂模具制造合同開始之日,就與模具設計制造開始同步運行。反過來說,結算方式的不同,也體現瞭模具設計制造的差異和不同。
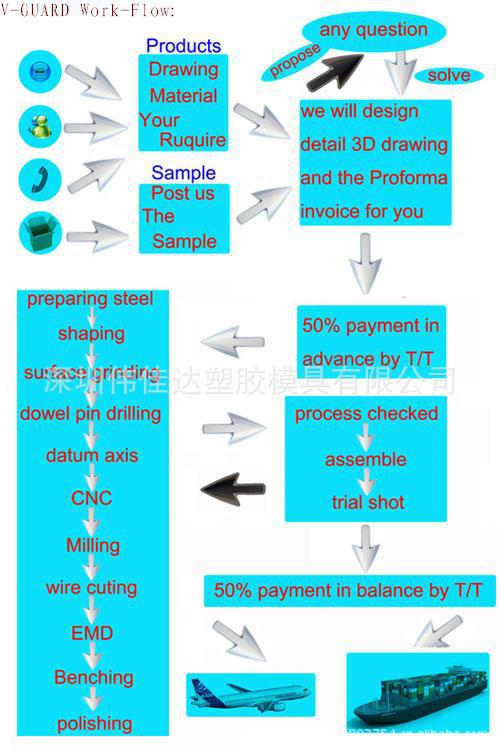
結算方式,各地區、各企業均有不同,但隨著市場經濟的逐步完善,也形成一定的規范和慣例。按慣例,結算方式一般有以下幾種:
即模具合同一簽訂開始之日,即預付模具價款50%,餘50%待模具試模驗收合格後,再付清。這種結算方式,在早期的模具企業中比較流行。它的優缺點有以下:
1)50%的預付款一般不足於支付模具的基本制造成本,制造企業還要投入。也就是說,50%的預付款,還不能與整付模具成本運行同步。因此,對模具制造企業來說存在一定的投入風險。
2)試模驗收合格後,即結算餘款。使得模具保修費用與結算無關。
3)在結算50%餘款時,由於數目款項較多,且模具已基本完工,易產生結算拖欠現象。
4)萬一模具失敗,一般僅退回原20%預付款。
即模具合同一簽訂生效之日起,即預付模價款的60%,餘40%,待模具試模合格後,再結清。
這種結算方式與第一種結算方式基本相同。隻不過是在預付款上增加10%。相對於模具制造企業有利。
這種結算方式,是目前比較流行的一種。這種結算方式的主要特點如下:
1)首期預付的30%模價款作為訂金。
2)再根據會審,檢查進度和可靠性,進行第二次40%的付款,加強瞭模具制造進度的監督。
3)餘款30%,在模具驗收合格後,再經過數天的使用期後,結算餘款。這種方式,基本靠近模具的設計制造使用的同步運行。
4)萬一模具失敗,模具制造方,除返還全部預付款外,還要加付賠償金。賠償金一般是訂金的1-2倍。
即在模具設計制造時,模具使用方,僅需投入小部分的款項以保證模具制造的基本成本費用(或根本無需支付模具費用)。待模具制造交付使用,開始制件生產,每生產一個制件提取一部分利潤返還給模具制造方,作為模具費。
這種方式,把模具制造方和使用方有機地聯系在一起,形成利潤一體化,把投資風險與使用效益緊密地聯系起來,把技術與經濟、質量與生產效益完全地掛鉤在一起,這樣也最大限度地體現瞭模具的價值與風險。這種方式是目前一種橫向聯向的發展趨勢。其主要特點是:充分發揮模具制造方和模具使用方的優勢,資金投入比較積極合理。但對於模具制造方來說,其風險較大,但回報率也較為可觀。
模具的結算方式,還有很多,也不尺相同。但是都有一個共同點,即努力使模具的技術與經濟指標有機地結合,產生雙方共同效益。使得模具由估價到報價,由報價到合同價格;由合同價格到結算價格,即形成真正實際的模具價格。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。