






65Mn鋼板,錳提高淬透性,φ12mm的鋼材油中可以淬透,表面脫碳傾向比矽鋼小,經熱處理後的綜合力學性能優於碳鋼,但有過熱敏感性和回火脆性。用作小尺寸各種扁、圓彈簧、座墊彈簧、彈簧發條,也可制作彈簧環、氣門簧、離合器簧片、剎車彈簧及冷拔鋼絲冷卷螺旋彈簧。
65Mn鋼板介紹
標準:GB/T 711-88 137 0210 4496
65Mn 鋼板強度、硬度、彈性和淬透性均比65號鋼高,具有過熱敏感性和回火脆性傾向,水淬有形成裂紋傾向。退火態可切削性尚可,冷變形塑性低,焊接性差。受中等載荷的板彈簧,直徑達7-20mm的螺旋彈簧及彈簧墊圈.彈簧環。高耐磨性零件,如磨床主軸、彈簧卡頭、精密機床絲桿、切刀、螺旋輥子軸承上的套環、鐵道鋼軌等。
抗拉強度 σb (MPa):≥980(100)
屈服強度 σs (MPa):≥784(80)
伸長率 δ10 (%):≥8
斷面收縮率 ψ (%):≥30
硬度:熱軋,≤302HB;冷拉+熱處理,≤321HB
為瞭減小電療的消耗,選擇直流正接進行線材的對焊試驗,即選用直流電源,線材接電源的正極,鎢極接電源的負極。
含1%或2%氧化釷的鎢極發射電子效率高,電流承載能力好,且抗污染性能好,引弧容易並且電弧比較穩定。為瞭便於操作,選擇直徑為2 mm的較細的釷鎢極,並且電療前端磨尖。
由於氬氣較低的電弧電壓特性對於薄板和線材的手弧焊特別有益,因此選擇氬氣做保護氣體。
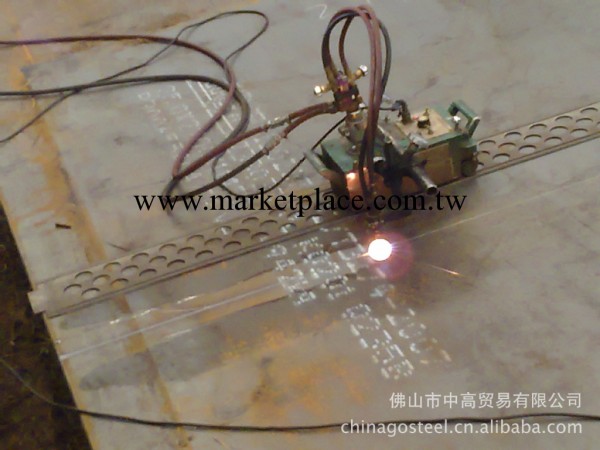
試驗選用直流手工氬弧焊機,焊接前,將鋼絲兩端頭仔細磨平,為防止焊點產生氣孔,用丙酮將端頭油污清洗幹凈。將兩端磨平的線材放在平整潔凈的對正板上(圖1),使兩端頭對正,接頭處不留間隙,用壓鐵壓住接頭兩側。將線材接焊機正極,鎢極接負極,分別將電流調至20 A,15 A,10 A,8 A進行焊接。焊接時,在接頭旁邊引燃點弧並使之燃燒穩定,將電弧移至接頭處使接頭金屬熔化後迅速將電弧熄滅,同時輕微施加頂鍛力,冷卻後即完成焊接過程,焊接過程中不使用填充焊絲。
試驗發現,當焊接電流為20 A時,電弧燃燒劇烈,接頭處金屬飛濺嚴重,焊點塌陷嚴重。當電流調至15 A時,電弧燃燒較平穩,熔池飛濺少,但焊縫仍有塌陷。但電流降至10 A時,引弧容易,電弧燃燒穩定,焊縫處沒有塌陷現象。圖2為焊接電流10 A時,用數位相機在Leica MZ6型體視顯微鏡下拍下的焊接接頭形狀。可以看出,接頭的圓柱度較好,將其打磨後能滿足線鋸的要求。當電流調至8 A以下時,引弧困難且電弧不穩定,難以完成焊接過程。
中高公司產品目錄
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。